



|
项 目 |
单 位 |
MV-800 |
|
X轴行程 |
mm |
800 |
|
Y轴行程 |
mm |
450 |
|
Z轴行程 |
mm |
540 |
|
主轴鼻端至工作台面距离 |
mm |
80—620 |
|
主轴转速 |
rpm |
10000 |
|
主轴鼻端锥度 |
|
No.40 |
|
刀具规格 |
|
BT-40 |
|
刀库形式 |
|
刀臂式刀库 |
|
刀具数量 |
pcs |
24 |
|
拉钉形式 |
|
MAS407 P40T-1 |
|
刀具直径 |
Mm |
90 |
|
刀具长度 |
Mm |
200 |
|
刀具重量 |
Kg |
6 |
|
主轴马达(连续/30分钟) |
kw |
5.5/7.5(7.5/10) |
|
X/Y/Z轴马达 |
kw |
1.5/1.5/2 |
|
工作台 |
|
|
|
工作台面积 |
mm |
850×450 |
|
工作台荷重 |
kg |
350 |
|
T型槽(槽X宽X中心距) |
mm |
5×18×80 |
|
X轴快速位移 |
m/min |
36 |
|
Y轴快速位移 |
m/min |
36 |
|
Z轴快速位移 |
m/min |
24 |
|
切削进给速度 |
mm/min |
1—10000 |
|
控制器 |
三菱 |
M80 |
|
机器重量 |
kg |
4500 |
|
电源需求 |
KVA |
15 |
|
水箱容量 |
L |
200 |
|
空压源 |
kg/cm2 |
6 |
|
机械高度 |
mm |
2455 |
|
占地面积 |
mm |
2198X2100 |
|
精度 |
|
ISO-230-2 |
标准配备
1. MITSUBISHI M80 CNC控制器
2. 主轴转速10000rpm
3. 主轴气幕防尘系统
4. 主轴头水冷系统
5. 主轴外可程式吹气系统
6. 螺旋排屑装置
7. 蓄屑车
8. 机台清洗水枪
9. 机台清理风枪
10. 全罩式钣金
11. 机台油水分离系统
12. 自动刀具交换系统
13. 刀具规格BT-40
14. 刀臂式刀库24T
15. Z轴煞车马达系统
16. 工作灯
17. 示灯
18. M30自动断电系统
19. 电气箱热交换系统
1.本机台床身、立柱、主轴箱等关健零部件均采用米汉纳(密烘)铸件,组织稳定,永久保持质量。铸件经过有限元素分析法计算机计算分析,合理的结构强度及加强筋的搭配,提供机械之高刚性。铸件材质牌号为GC-275。铸件结构采用一体成型技术,箱体结构,加工上采用我公司的大型五面体加工机,一次装夹加工完成,机床具有高刚性、高强度,几何形位精度。并能保证机床长期的稳定性和高精度。
注:密烘铸件铸程管制以其应用
密烘金属铸件(Meehanite Metal Casting)之铸程管制:密烘金属铸件经过一连串的严格铸程管制,诸如铁料中石墨碳(GC)与结合碳(CC)含量之管制;铁水冶金质量即洁净度(Cleanness)及过冷度(Under Cooling degree)之管制;经以CA-SI接种后,再做楔值(Wedge Value)之管制;做5元素、合金元素及氮(N)含量之管制等,在铸造后极易获致预期波来铁基地与石墨分布,增进机械性质。
另为了防范加工后发生变形,铸件均做彻底的退火处理,有利消除内应力。
密烘GC40型(GC275)之应用
密烘GC40型最适合于浇铸厚度10-15mm之均质铸件。此类料型组织致密,强度好,硬度恰当,摩擦系数低,且具有自润性,故经表面淬火处理后,广泛地使用于金属面相互摩擦而造成热震的工件上,如工具机床身、头座、台面及气缸套等,用途颇广。
2. 底座宽阔,立柱为三角形箱形结构体,鞍座加宽加长,重负荷全支撑设计,结构坚实,可确保加工时之重负荷能力
3. 左右对称的设计,立柱两侧的重量平衡,可以保持机床精度的稳定。
4. 主轴箱内以肋骨强化结构,主轴箱与立柱接触长度比率适当,提供主轴之稳固支撑。
5. 三轴的定位精度完全采用ISO-230-2标准。
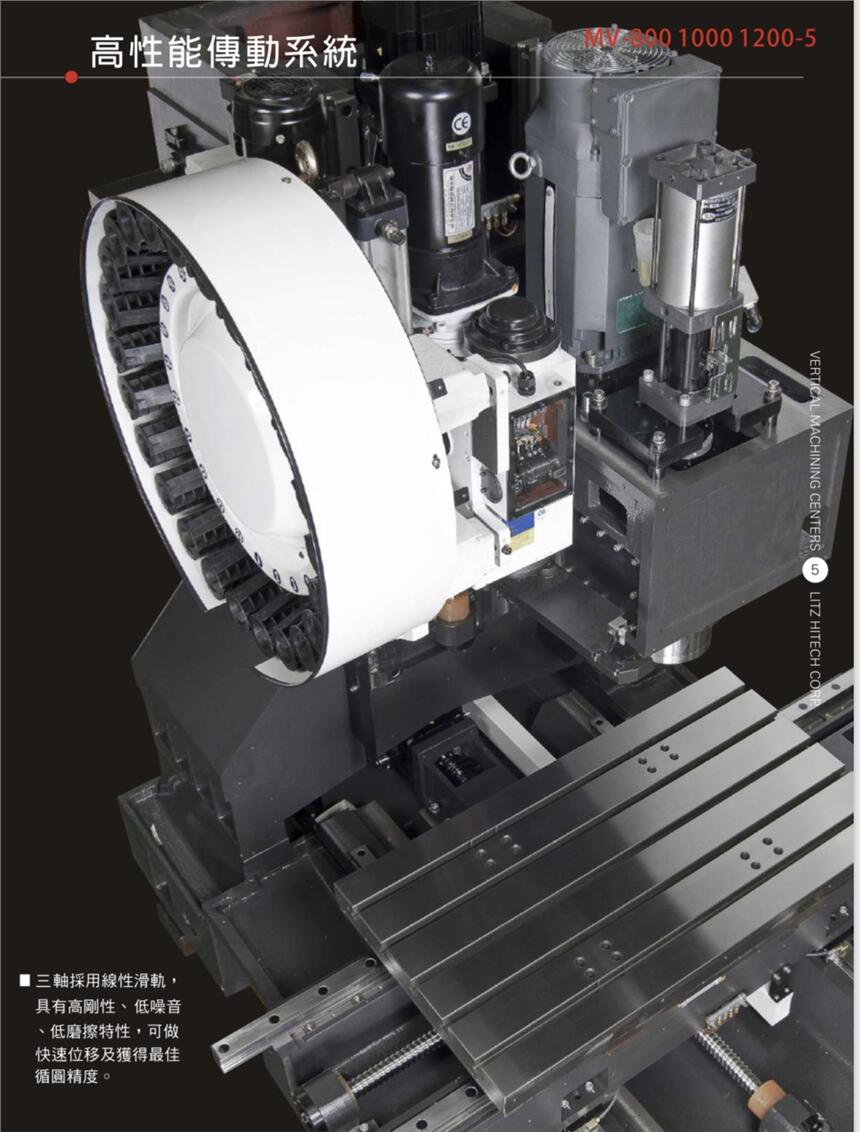
6. X/Y/Z轴全部采用线性导轨,具有高刚性、低噪音、低摩擦的特性,可做快速位移及获得的循圆精度。
7. 快速位移X/Y/Z:36/36/24m/min。
8. 本机采用独特的油水分离设计,可将各轴润滑油回收,有效的使润滑油与切削液分离,避免切削液因混合而劣化,影响加工质量。
9. 在排屑功能上,设计非常简单且有效的排屑机构,切屑片被冲屑装置的大量切削液带至机器前方的螺旋排屑器上,经螺旋排屑器将此切屑片排至机台左边的蓄屑箱里,使用者可方便且简单的清理铁屑。
10.切削液容量达200L,可迅速将切削热排出。水箱设计上采用L型式,并置 于机台内侧,节省空间。
11.主轴采用精密级斜角滚珠轴承高速高精密,标准转速可达10000rpm。标准 机台采用大马力主轴马达,配合更高扭力输出时,可选择高扭力马达。主轴以高扭力之齿型皮带传动,不打滑,并可大幅减低传动噪音及热量产生。主轴加工利用IRD动态平衡校正设备,在线直接校正主轴动态平衡,使主轴在高速运转时避免产生共振现象,确保的加工精度。采用精密陶瓷轴承的主轴设计,可达12000rpm,供客户高速切削使用(选择配备)。
12.使用高强韧四瓣爪拉刀,接触面大,抓刀力强,刀柄拉钉损耗小,寿命长。
13.独特且经济的主轴冷却系统设计,能将主轴高速运转产生的热源带走,避免主轴头产生热变位的问题。本系统不需要额外增加泵浦、过滤器或液压油就可达到之冷却效果,降低主轴因高速运转产生热能,确保主轴精度,延长主轴使用寿命。在干式切削状况下,本系统亦有回路设计,仍可保有冷却效果。
14.电气箱采用后挂设计,节省占地空间,使有限的空间,获得的运用。
15.为确保整机质量,主要外购零部件均采用世界厂家产品:
主轴轴承:德国FAG/意大利SNFA
线性滑轨:德国REXROTH
滚珠丝杆:台湾上银科技/银泰
控制系统:日本三菱
主轴电机,伺服电机:日本三菱
注:遇到供货不足时,会选用其他品牌的产品替代,但质量和等级不会有任何差异。
五、主要零部件使用品牌及规格
|
台湾丽驰主要零部件使用品牌及规格 |
||||
|
序号 |
零部件名称 |
品牌 |
产地 |
精密等级 |
|
1 |
控制器系统 |
MITSUBISHI |
日本 |
高性能级 |
|
2 |
主轴单元 |
丽驰 |
台湾 |
高精密级 |
|
3 |
主轴轴承 |
FAG |
德国 |
P4S级 |
|
4 |
三轴轴承 |
FAG |
德国 |
P4S级 |
|
5 |
三轴导杆 |
上银/银泰 |
台湾 |
C3级 |
|
6 |
三轴导轨 |
Rexroth |
德国 |
P级重载型 |
|
7 |
三轴导轨 |
THK |
日本 |
P级重载型 |
|
8 |
刀库 |
臻赏 |
台湾 |
高效率 |
|
9 |
换刀机构 |
德士 |
台湾 |
高效率 |
|
10 |
三轴伸缩护罩 |
引兴 |
台湾 |
高速型 |
|
11 |
三轴微动开关 |
EUCHNER |
德国 |
|
|
12 |
切削液马达 |
葛兰富 |
瑞典 |
|
|
13 |
空压零件 |
Rexroth |
德国 |
|
|
14 |
变压器 |
顺亮 |
台湾 |
|
|
15 |
电气零件 |
MOELLER |
德国 |
|
|
16 |
防水型操作面板 |
丽驰 |
台湾 |
|
|
17 |
主轴皮带 |
8YU |
日本 |
|
|
18 |
螺旋排屑器 |
甚优 |
台湾 |
|
|
19 |
自动润滑器 |
振荣 |
台湾 |
|
|
20 |
主轴打刀缸 |
臻赏 |
台湾 |
|
|
21 |
机床结构铸铁 |
米汉纳铸铁 |
台湾 |
|
|
注:遇到供货不足时,会选用其他品牌的产品替代 |
||||
- 超大库存 安全可靠 1734-AENT 接触器 模块
- 操作灵活 调试方便 1734-ADN 处理器 冗余模块
- C3CONTROLS CAT#22POTO10K-TBW
- SEIKOM NLSW45-6 805020
- FUTURE DESIGN CONTROLS FDC9300-416601
- 美国MOOG穆格D661-4026全新原装
- 美国MOOG穆格D633-419B国外直采
- 美国MOOG穆格D633-501B特惠
- 美国MOOG穆格G761-3007B供应
- MOOG伺服阀D633-419B性能
- MOOG伺服阀D661-4020B技术参数
- 美国MOOG穆格D661-4056B特点
- MOOG伺服阀D661-4045B性能
- MOOG伺服阀D633-500B说明书
- MOOG伺服阀G761-3004B现货特价
