
WD67K-160T/3200电液伺服数控折弯机
一、 主要配置
|
名称 |
数量 |
备注 |
|
数控系统 |
1套 |
荷兰Delem-DA41 |
|
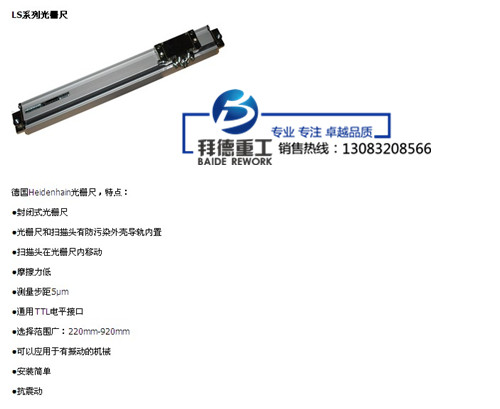
光栅尺 |
2套 |
德国海德汉茵 |
|
伺服系统 |
1套 |
日本安川/EDB |
|
主要电气元件 |
1套 |
法国施耐德和日本欧姆龙 |
|
液压系统(总成) |
1套 |
德国博世 |
|
密封件 |
1套 |
日本华尔卡 |
|
配标准上下模 |
1套 |
|
|
配挂臂式数控后挡料 |
1套 |
银泰(高精度滚珠丝杆和直线导轨 |
二、机器的主要技术参数
|
序 号 |
名 称 |
单 位 |
数 值 |
|
|
1 |
公称压力 |
kN |
1600 |
|
|
2 |
折弯长度 |
mm |
3200 |
|
|
3 |
立柱间距离 |
mm |
2540 |
|
|
4 |
滑块行程 |
mm |
200 |
|
|
5 |
最大开启高度 |
mm |
460 |
|
|
6 |
喉口深度 |
mm |
320 |
|
|
7 |
滑块运动速度 |
快下 |
mm/s |
100 |
|
8 |
工作 |
mm/s |
10 |
|
|
9 |
回程 |
mm/s |
100 |
|
|
10 |
主电机功率 |
kW |
11 |
|
|
11 |
外形尺寸(L×W×H) |
mm |
3260×1700×2700 |
|
|
12 |
机器重量 |
kg |
10500 |
|
|
13 |
机床精度
|
滑块重复精度 |
mm |
≤±0.02 |
|
14 |
滑块定位精度 |
mm |
≤±0.05 |
|
|
15 |
后挡料定位精度 |
mm |
≤±0.10 |
|
三、 机器结构特点
机架采用全钢分体拼装结构,通过正火及高频振动消除内应力,保证机床的整体精度,有极佳的刚度,有极好的抗扭曲、抗倾斜能力。加厚的工作台板、加厚的滑块,使整体具有很高的刚性,因此折弯时滑块、工作台变形小,工件具有极好的直线度和角度一致性。
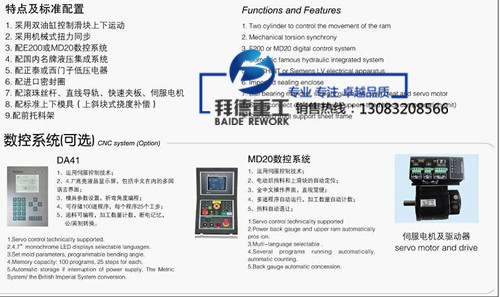
四、 数控系统的特点和功能
1、显示
配荷兰Delem-DA52s电脑数控系统,有10.4英寸高清彩色
LCD显示。
2、计算功能
可自动计算折弯工件下料长度,电脑自动计算各折弯角度及各轴的现在与目标位置。折弯压力的大小会随着工件长度或厚度由电脑自动计算并调整。根据电脑自动计算并调整的折弯压力,自动计算及调整工作台面挠度补偿,既迅速又精确。
3、 数值设定
电脑可根据板材自动计算折弯下死点,滑块升降Y1、Y2可作在
左右两边任意偏载或倾斜折弯的设定。单一折弯可由折弯页直接输入
折弯角度、长度及厚度即可折弯,操作简便。多步折弯时拥有数据或
二维图形编程,直接输入工件图形,电脑自动安排工艺并生成折弯程
序。内存可存储超多工件图形。
4、刀模调整
滑块的上升、下降速度可无极调整,并于下限点有保压的时间设
定。滑块慢速点位置及回升的开距由电脑自动设定,也可自由调整。
大容量模具库可将所有模具输入,方便用户选择。
5、配件
采用德国博世公司折弯专用数字闭环液压系统(电液比例伺服同步控制系统),该系统是一种位置控制系统,它通过光栅尺动态地检测出滑块的同步误差,由数控系统的电液伺服阀纠正滑块的同步误差,使滑块在完全偏载的情况下始终能与工作台保持平行.滑块同步精度≤±0.05mm。
Y1、Y2轴滑块左、右两边各装德国海德汉高精密线性光栅尺(Y1-Y2),它们用来测定滑块与工作台的确切距离,光栅尺与立柱采用软性联接,这样立柱变形不会影响定位。位置数据立即反馈到数控系统,它便可以测算出输出伺服阀控制信号(S1-S2)。从而滑块定位精度≤±0.05mm,滑块重复定位精度≤±0.02mm。
随机交附荷兰Delem-DA56电脑数控系统及中文(或英文)操作说明书,提供参数,并随时提供各项操作与功能咨询服务。
6、其它功能
具有手动,半自动及全自动操作模式选择功能。
为确保工件的加工精度,特设有数控系统控制的挠度补偿机构(加凸工作台一挠度补偿轴V轴),控制工作台加凸量,可在工作台全长上获得精确的挠度补偿。
全功能诊断程序的操作警告系统,帮助功能及时纠正误操作。
五、设备工作环境
1、电源:380V、50Hz、三相交流。
2、环境温度:0°C - 40°C(工作时温度)。
3、相对湿度:≤80%。
4、远离强震源及电磁干扰源。
5、无有害及腐蚀性气体、无粉尘的环境、或冷作板金车间。
6、地基按供方地基图准备.












- Rexroth R900410877
- 罗克韦尔变频器22B-D017N104优势库存
- END ARMATUREN DM3403741-03/12-G
- 美国AB变频器20AC043A0AYNAEC0技术参数
- Wilkins 112-NR3XLDUC 1-1/2" NR3XL
- 罗克韦尔变频器20F11NC060JA0NNNNN正品特惠
- Rexroth DR 30-5-52/100Y/12 R900922541
- 美国AB变频器20F11NC072JA0NNNNN特点
- 赫思曼MM20-Z6Z6Z6Z6SYHH
- 赫思曼MM20-Z6Z6Z6Z6EAHH
- 赫思曼MM20-Z6Z6Z6Z6TAHH
- 赫思曼MM20-Z6Z6Z6Z6SAHH
- 美国AB变频器22F-D1P5N103全新原装
- 赫思曼MB20-2TAHH
- 赫思曼MM20-M2M2M2M2TAHH
