产品简介

详细说明
品牌:松利
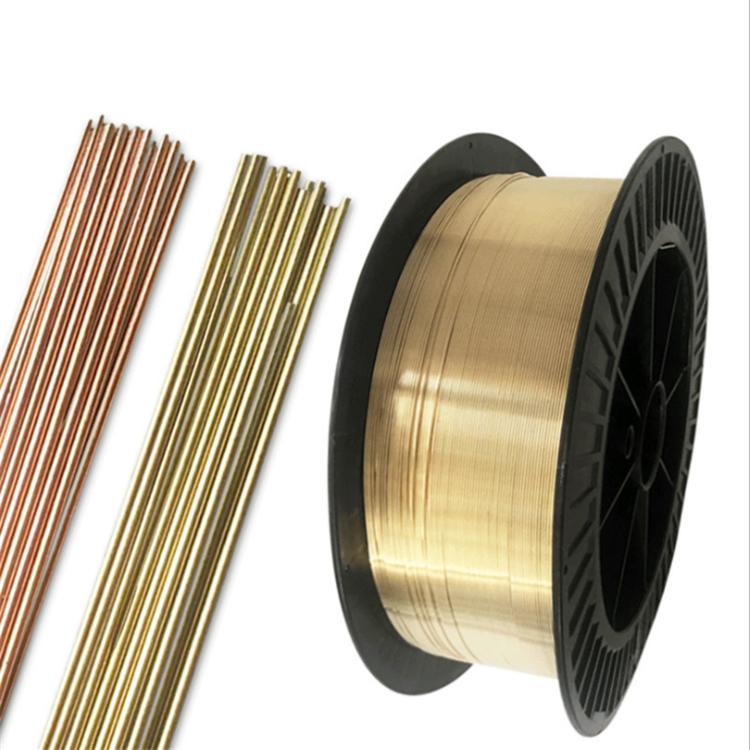
产品特性:铜合金焊丝
是否进口:否
产地:河北
牌号:HS213
助焊剂含量:0%
加工定制:是
焊丝直径:1.0、1.2、、1.6、2.4、3.2mm
熔点:650℃
长度:盘、直条
重量:20000g
工作温度:700-900
焊接电流:80-110A
是否含助焊剂:否
规格:1.6
系列:焊丝
可售卖地:全国
类型:实芯
型号:ERCuSn-C

HS213锡青铜焊丝 S213磷青铜焊丝 锡青铜钎料
符合:GB/T9460 HS213 相当:AWS 5.7 ERCuSn-C
说明:HS213锡青铜焊丝,具有良好的可焊性,堆焊性能高,用于钢的表面堆焊及艺术制像锡青铜合金等。
用途:适用于铜材的氩弧、气保焊,例如铜或磷青铜的焊接,特别适用于黄铜和钢的连接焊和修理铜铸件。也可用于钢的炉中钎焊,钢和铸铁件的表面堆焊
焊丝的化学成分范围及一例:%
| 元素 | Al | Sn | Mn | Ni+Co | Zn | Fe | Pb | Cu | P |
| 保证值 | ≤0.01 | 7.5-8.5 | ---- | ≤0.2 | ≤0. | ≤0.1 | ≤0.02 | 余量 | 0.10-0.40 |
钎料力学性能(参考值)
| 性能 | 抗拉强度MPa | 延伸率% | 硬度 HB | 导热性 | 导电率 |
| 保证值 | 260 | ≤20 | 80 | 65-75 | 6.0-8.0 |
注意事项:
1.氩弧焊时建议用大流量、低流速的气流,以保证焊接熔池得到良好的保护。
2.薄板采用I型坡口;较厚的板采用V型或X型坡口,需加衬垫。
3.采用平焊位置焊接。在有脉冲电弧焊设备和焊工操作技术良好的情况下,也可进行其他位置焊接。
4.不推荐把这种焊丝用于气焊,因为在焊接熔池中会有铝的氧化物存在,影响焊缝质量。
5.将焊接部位的锈层、湿气、油污、灰尘等确实除净。
本公司长期代理申力、电力、大西洋、京群京雷、金桥、天泰、林肯、伊萨、阿维斯塔、蒂森、泰克罗伊、牛津、沙福、 曼彻特、UTP、奥林康等(各种型号品牌焊材),欢迎广大新老客户订购




在线询盘/留言
免责声明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,本网对此不承担任何保证责任。我们原则 上建议您选择本网高级会员或VIP会员。
企业信息

最新供应
- JEFFERSON维修包K43HT1F
- HYOSUNG电机TEFC 5.5KW 380V 50HZ 132S 4P
- HONEYWELL限位开关VPX1C2ABGR1A4F
- HAYDON线性执行器87H43-05-058
- GC VALVES电磁阀S201PF33N5CG4
- EKATEC套筒2059508-180
- E+E传感器
- E M测试仪10189460G01
- COTRUST CPU模块CTH3 C35-001S2
- CONDUCTIX WAMPFLER集电器081508-01415
- CELESCO位置传感器PT1A-40-FR-10K-M6-632330A
- CAT柱塞泵104-1752
- BRAHMA燃烧控制器CM12U
- BLUE ASCEND齿轮泵AP20 250/080CAB02SN-T
- BLH过程称重仪表G5-RMD-S-DC-W
推荐供应
