
无锡钢板数控零割下料厂家
我们的优势在于特厚钢板的切割及加工,能大量(替代锻、铸件),为厂家客户钢板零部件加工成本。
经过多年的发展,宝锦公司于2008年,在较大钢板切割加工基地,投建大型数控切割加工生产中心,自备8台数控切割机及半自动切割机数13台、进口激光切割机、等离子切割机、折弯机各1台。可为客户提供各种A3/Q235B·Q345B/16Mn·45#/S45C·Q245R/Q345R·Q420/460·40CR/42CR·35#/50#等钢板下料、配送;年出口1万余吨;常备钢板厚度6mm-500mm,原材料均为宝钢、沙钢、、舞阳、南钢、兴澄特钢等一线钢厂,质量稳定可靠,确保无任何质量异议,竭诚为各地用户提供的产品、优惠的价格、优越完善的服务。


【无锡钢板数控零割下料厂家】如果厂家对于穿孔以及成形的要求较高,那么选择这种方式会更不错,除了以上介绍的方式之外,钢板切割还有着很多人们不熟悉的种类,因为优势各有不同,所以会更多的用在某些行业中。所以即使其中一个优势比较明显,不适合厂家的操作习惯也不能达到很好的效果,大家都知道在我们机械加工行业,特别是我们的钢板切割行业,现在的切割设备是越来越先进了,很多东西都是人工智能化,不但省时又省力,早在年代的时候,一些机械加工厂在切割实心钢管的时候都要需要人工在边上扶着。不停的要看着设备,每切一下都要花费很久,随着激光切割机的问世,对我们机械行业的生产率的有了很大的帮助。


【无锡钢板数控零割下料厂家】预热切割预防钢板切割裂纹有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,预热方法可采用火焰烧、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。 注意预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。如果无法进行整版预热,则可以使用局部预热法代替。
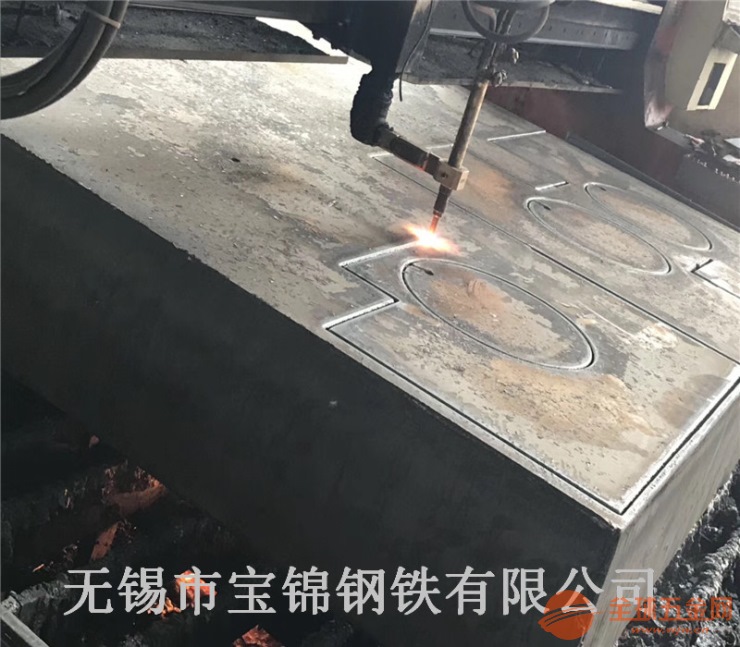
焊接控制建立合理的焊接顺序,尽可能避免焊缝厚度方向上残余应力的发生,并焊接接头的约束应力的收敛。在焊接中严格焊接工艺卡的参数,尽量控制焊接热输入。选择较小的焊接电流,焊接中焊缝温度的严格控制应小于°C。作用在缩短方向上的焊缝厚度应尽可能低,为确保焊缝的内部质量。在一侧焊接后。应在焊接前另一侧使用碳钢气刨去除,钢板切割是所有主要金属材料公司中非常重要的工艺,根据应用可分为多种,以下小编将向我们介绍企业用于切割钢板的方法,?火焰切割采用火焰切割装置切割的方法,但操作技术比较高。

钢板数控零割下料厂家注意事项你知道多少?
一、在下料时必须核对钢板的型号、规格和表面质量情况,在确认好后方可下料。
二、在气割前,先检查气割系统的设备和工具正常,在安全的条件下才能运行。
三、在进行钢板切割时,要把吊钢板至气割平台上,需要调整钢板单边两端头与导轨的距离。
四、在切割中,调整割的距离,确定后拖量,并考虑割缝补偿。
五、在进行钢板切割时,气割气流长度超出工件厚度的三分之一,使零件边缘均匀受热。
钢板切割的常见问题
问题一、切割机支持二个以上割矩,但无法同时进行切割。
问题二、直接打印出来只有图形,模板里不显示零件标号和数量。
问题三、无法进行成本统计,计算切割距离和穿孔,人工统计和计算太慢还容易出错。
切割速度快,效率高,切割速度可达m/min以上。水下等离子切割切割产生的噪音,灰尘。有害气体和电弧污染,有效工作环境,精密等离子切口的选择使切割质量接近激光切割水平,随着大功率等离子切割技术的成熟,切割厚度已超过mm,扩大了数控等离子切割和切割的规模。火焰切割器钢板的切割速度对应于钢在氧气中的燃烧速度,在数控火焰切割机的实际生产中,钢板材料和厚度进行调整,如果要人为地切割速度以生产效率并使用减速切割速度来切割质量。则无法做到,切割部分的质量只会恶化,切割速度太快会切割部分出现凹痕和熔渣等质量缺陷。
- 超大库存 安全可靠 1734-AENT 接触器 模块
- 操作灵活 调试方便 1734-ADN 处理器 冗余模块
- C3CONTROLS CAT#22POTO10K-TBW
- SEIKOM NLSW45-6 805020
- FUTURE DESIGN CONTROLS FDC9300-416601
- 美国MOOG穆格D661-4026全新原装
- 美国MOOG穆格D633-419B国外直采
- 美国MOOG穆格D633-501B特惠
- 美国MOOG穆格G761-3007B供应
- MOOG伺服阀D633-419B性能
- MOOG伺服阀D661-4020B技术参数
- 美国MOOG穆格D661-4056B特点
- MOOG伺服阀D661-4045B性能
- MOOG伺服阀D633-500B说明书
- MOOG伺服阀G761-3004B现货特价
