
焊接什么产品,如果方便的话,可以将要焊接的产先拍摄一个照片,然后对着照片与技术工程师面对面讲如何要求焊接,
焊接原理:在被焊母体的温度达到WEWELDING88C的工作温度230度的情况下,用焊丝沾着焊剂加于焊接部位,同时烙铁辅以熔化焊丝成型。
操作说明
1)采用清洗液或者机械打磨的方法清除工件油污甚至氧化层
2)焊前在焊接部位涂抹适当的WEWELDING88C-F焊剂
3)利用一切可加热源对于焊接处辅以加热,目的是让母件(工件)焊接处温度尽量均匀加热,直至焊接处WEWELDING88C-F焊剂沸腾,加热的时候尽量加热焊接处周边处或者反面,不要直接烧焊剂。
4)在母体的温度达到接近200度左右的时候,可以用WEWELDING88C焊丝沾WEWELDING88C-F焊剂涂焊于焊接处,整个焊接过程中时刻保证WEWELDING88C焊剂的存在,如果焊剂发干可以持续用焊丝沾焊剂涂于焊接处。记住:主要靠母件热传导熔融低温焊丝成型,辅以外界热源防止母件热散失。
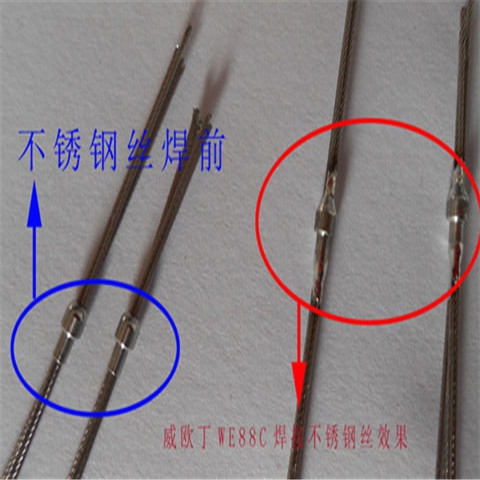
5)焊后用威欧丁不锈钢小刷刷拭并且清洗残留物。
6)整个焊接过程时刻保持焊接处存在WEWELDING88C-F助焊剂作用下,尽量避免焊剂发干。
注意(小链接部位用烙铁,大一点点的链接部位用液化气喷枪)
1) 为了达到好的焊接效果,建议是在焊前用烙铁在焊接部位事先做一下预热处理。
2) 焊丝沾焊剂的过程中,烙铁时刻保持在母体上,防止热散失
3) 在下焊丝的瞬间,焊丝是在焊剂的作用下工作的,烙铁辅以熔化焊丝成型。
4) 焊后的残留用清水擦干净即可,如果不方便见水可以用棉球和无水酒精擦拭。
如果出现焊丝成球的现象,表面母体的温度没有够,请多加热一会母体的温度。尽量避免焊剂过分发黑甚至发糊的情况。禁止母材过烧禁止用热源刻意地去烧WEWELDING88C焊丝,只是辅以加热熔融(主要是靠母体熔融)
- Mr-J10Ma1科技是生产力的源泉
- 南宁现货供应台湾丰炜可编程控制器主机VH-28MR 继电器
- 1756-OB16E新品上架
- 推引CIMR-AB4A0007FBA科技兴国魅力科技
- YTR24D3H新能源碳中和紧迫局势
- 现货供应台湾丰炜可编程控制器主机VH-28MR 继电器
- 推引NI9237????科技兴国解能源危机
- 1769-IQ6XOW4质保一年
- MR-J4-10A科技是生产力的源泉
- ABB 3BSE018291R1 处理器模块
- 科技以人为本 1746-IA16 控制器
- 推引延伸电缆MX2031-045-00-05科技兴国解能源危机
- Vsf75-Bdw Vsf75Bd科技兴国解能源危机
- 1794-IR8质保一年
- ABB 3BSE018290R1 模拟输入模块
