
-
设计紧凑:
坚固的塑料机壳里包括:- 绿色 LED,用于指示输出的信号状态
- 红色 LED 指示内部和外部错误/故障,以及显示保险丝熔断和无负载电压
- 标签条
- 安装简单
-
用户友好的接线:
通过插入式前连接器来对模块接线。 - 用于SIMATIC S70-400 的数字量输出
- 用于连接电磁阀、接触器、小功率电机、灯和电机启动器
- 功能强大的PLC,满足中、高性能要求。
- 要求苛刻的任务的解决方案。
- 品种齐全的模块和性能分级的 CPU,适应自动化任务。
- 通过简单实施分布式结构可实现灵活的使用;操作简单的连接方法。
- 的通讯和网络连接选件。
- 方便用户和简易的无风扇设计。
- 当控制任务增加时,可自由扩展。
-
多CPU运行:
多个 CPU 在一个 S7-400 中央机架中同时运行。
通过多处理器计算扩大 S7-400 的整体性能。例如,复杂的任务可以分解为各种技术,如开环控制、计算或通讯,并分配给不同的 CPU。每个 CPU 可以自我在本地分配。 -
模块化:
功能强大的 S7-400 背板总线和可以直接连接到 CPU 的通讯接口可以实现许多通讯线路的高性能操作。例如,这样可以具有一条用于 HMI 和编程任务的通讯线路,一条用于高性能、等距运动控制组件的通讯线路和一条“正常”I/O 现场总线。还可以执行额外需要的与 MES/ERP 系统或 Internet 的连接。 -
工程和诊断:
尤其是在使用采用高性能工程组件的大量自动化解决方案时,使用 SIMATIC 工程工具可以极为有效地组态和编程 S7-400。提供了可用于该用途的语言(如 SCL)、用于顺序控制的图形工程工具 - 每年一次在菜单 “PLC -> 实时时钟... -> 用户定义” 中手动调整夏令时开始和结束时间,或者
- 周期性调用附加的用以计算和保存夏令时开始结束调整结果的指令库。
- *.0 = DST_Month_on:“0” = OK;“1” 超出限定范围
- *.1 = DST_Sunday_on:“0” = OK; “1”超出限定范围
- *.2 =DST_Hour_on:“0” = OK; “1”超出限定范围
- *.3 = DST_Month_off: “0” = OK; “1”超出限定范围
- *.4 = DST_Sunday_off:“0” = OK; “1”超出限定范围
- *.5 = DST_Hour_off: “0” = OK;“1”超出限定范围
- *.6 = 保留
- *.7 = 保留
- 在 HW Config 中打开含有要进行更新的 CPU 的自动化系统
- 选中该 CPU
- 选择菜单命令“PLC > Update Firmware”(PLC > 更新固件)
- 在“Update Firmware”(更新固件) 对话框中,使用“Browse”(浏览) 按钮选择指向固件更新文件 (*.UPD) 的路径
- 选择固件更新文件,“Update Firmware”(更新固件) 对话框随后将在下面部分中指示此文件所适合的模块和zui低固件版本
- 单击“Execute”(执行) 按钮。
- 遵循S7-400模块排列规则和安装规范
- H-CPU和冗余使用的外部DP主站接口或通信模块必须插入到相同的插槽中
- 用于冗余DP主站系统的外部DP主站接口只能插入到*单元中,不能插入到扩展设备中。
- 插入的RAM或FLASH卡必须类型相同,大小相同
- 以冗余方式使用的CPU和其他模块必须完全完全*:相同的产品编号、相同的产品版本和固件版本。
- 两个CPU必须正确设置背面的机架号,分别设置为RACK0和RACK1.否则妨碍在线访问,甚至CPU可能无法启动
-
数字量输入模块:
根据参数设置的不同,针对每个通道组,当信号状态发生改变时,模块都可以发起硬件中断,触发沿可以选用上升沿、下降沿或者混合使用上升沿和下降沿。CPU会中断用户程序或较低优先级任务的执行,并接下来执行相关的诊断中断块(OB 40)。信号模块可以缓冲一次中断/通道。 -
模拟量输入模块:
通过上限值和下限值的参数值,可以设定其工作范围。模块将数字化测量值与这些极限值进行比较。当测量值违反了其中任何一个限定值时,就会触发硬件中断。CPU会中断用户程序或较低优先级任务的执行,并接下来执行相关的诊断中断块(OB 40)。如果极限高于/低于过量程/欠量程,则无法进行比较。 -
*控制器和3个扩展机架zui多可连接32个模块:
总共可将 3 个扩展装置(EU)连接到*控制器(CC)。每个 CC/EU 可以连接八个模块。 -
通过接口模板连接:
每个 CC / EU 都有自己的接口模块。在*控制器上它总是被插在 CPU 旁边的插槽中,并自动处理与扩展装置的通信。-
通过 IM 365 扩展:
1 个扩展装置zui远扩展距离为 1 米;电源电压也通过扩展装置提供。 -
通过 IM 360/361 扩展:
3 个扩展装置, CC 与 EU 之间以及 EU 与 EU 之间的zui远距离为 10m。
-
通过 IM 365 扩展:
-
单独安装:
对于单独的 CC/EU,也能够以更远的距离安装。两个相邻 CC/EU 或 EU/EU 之间的距离:长达 10m。 -
灵活的安装选项:
CC/EU 既可以水平安装,也可以垂直安装。这样可以zui大限度满足空间要求。 - 连接 AS-Interface、PROFIBUS 和 PROFINET/工业以太网总线系统的通信处理器。
- 用于点到点连接的通信处理器
-
多点接口 (MPI), 集成在 CPU 中;
是一种经济有效的方案,可以同时连接编程器/PC、人机界面系统和其它的 SIMATIC S7/C7 自动化系统。 -
SIMATIC S7-300
(通过带 PROFIBUS DP 接口的 CPU 或 PROFIBUS DP CP) -
SIMATIC S7-400
(通过带 PROFIBUS DP 接口的 CPU 或 PROFIBUS DP CP) -
SIMATIC C7
(通过带 PROFIBUS DP 接口的 C7 或 PROFIBUS DP CP) - SIMATIC S5-115U/H、S5-135U 和 S5-155U/H,带IM 308
- SIMATIC 505
- ET 200 分布式 I/O 设备
- S7-300,通过 CP 342-5
- CPU 313C-2 DP, CPU 314C-2 DP, CPU 314C-2 PN/DP, CPU 315-2 DP, CPU 315-2 PN/DP, CPU 317-2 DP, CPU 317-2 PN/DP and CPU 319-3 PN/DP
- C7-633/P DP, C7-633 DP, C7-634/P DP, C7-634 DP, C7-626 DP, C7-635, C7-636
- 现场设备
-
SIMATIC S7-300
(使用配备 PROFINET 接口或 PROFINET CP 的 CPU) -
SIMATIC ET 200
(使用配备 PROFINET 接口的 CPU) -
SIMATIC S7-400
(使用配备 PROFINET 接口或 PROFINET CP 的 CPU) - ET 200 分布式 I/O 设备
- ET 200S IM151-8 PN/DP CPU, ET 200pro IM154-8 PN/DP CPU
-
SIMATIC S7-300
(使用配备 PROFINET 接口或 PROFINET CP 的 CPU) - 现场设备
- 20 mA (TTY)(仅 CP 340/CP 341)
- RS 232C/V.24(仅 CP 340/CP 341)
- RS 422/RS 485
- SIMATIC S7、SIMATIC S5 自动化系统和其他公司的系统
- 打印机
- 机器人控制
- 扫描器,条码阅读器,等
-
下列故障安佺型CPU 可以提供:
-
CPU 315F-2 DP,用于采用 PROFIBUS DP 进行分布式组态、对程序量有中/高要求的故障安佺型工厂
-
CPU 315F-2 PN/DP,用于具有中/大规模的程序量以及使用PROFIBUS DP和PROFINET IO进行分布式组态的工厂,在PROFInet上实现基于组件的自动化中实现分布式智能系统
-
CPU 317F-2 DP,用于具有大容量程序量以及使用PROFIBUS DP进行分布式组态的故障安佺工厂
-
CPU 317F-2 PN/DP,用于具有大容量程序量以及使用PROFIBUS DP和PROFINET IO进行分布式组态的工厂,在PROFInet上实现基于组件的自动化中实现分布式智能系统
-
CPU 319F-3 PN/DP,用于具有大容量程序量以及使用PROFIBUS DP和PROFINET IO进行分布式组态的故障安佺型工厂,在PROFInet上实现基于组件的自动化中实现分布式智能系统
-
西门子常用两种电线电缆简介如下: 一种为紫色电缆 一种为蓝色电缆
-
西门子PROFIBUSDP通讯电缆用途:
主要用于传输音频、150kHZ及以下的模拟信号和2048kbit/s及以下的数字信号。在一定条件下,也可用于传输2048kbit/s以上的数字信号。适用于市内、近郊及局部地区架空或管道敷设线路中,也可直埋。产品名称:通讯电缆 型 号:HYA、HYAC、HYAT、HYA53、HYAT53、HYV、HYA23、HYAT23、HYA22、HYAT22
西门子PROFIBUSDP通讯电缆规格:
一:电力电缆、控制电缆、通讯电缆应分沟分层敷设,电缆沟按标准设置防火墙并加标志,电缆外层应加防火堵燃材料。严禁动力电缆和通讯电缆混放。
二:所有穿越墙壁、楼板和电缆沟道而进入控制室、电缆夹层、控制柜及仪表盘等处的电缆孔洞;电缆廊道的端部;电缆竖井的底部入口处及上端穿越楼板处;均应进行封闭。
三:开敞的电缆沟应用完整、坚固的盖板盖好。电缆层、沟内应保持清洁,不准堆放杂物和垃圾,附近有明火作业时,应采取措施防止火种进入电缆层、沟内。
四:敷设电缆应避免接近热源,避免和蒸汽管道平行或交*,热管道的隧道或沟内,不能敷设电缆,如需敷设,应采取隔热措施。
五:在电缆沟根据电缆的环境特点和重要性程度,给合运行可靠、维护方便和经济合理的原则,在可能的情况下,选用具有难燃性的电缆。
六:严格按照有关规程,定期对运行的电缆进行检查、试验和检修,层沟内的照明及消防设施应经常保持良好状态。
七:在电缆沟内或电缆井内,使用喷灯注意事项:
1、不熟悉喷灯使用安全注意事项的人员不准擅自使用喷灯。
2、喷灯在使用前必须检查油筒是否漏油,喷火咀有无堵塞,丝扣是否漏气,油量是否过
多(不应超过油筒容积3/4),加油的螺丝是否拧紧,否则不准点火。
3、喷灯在使用中应遵守下列规定:
(1)点火时不准把喷咀对着人或易燃品。
(2)油筒内压力不可过高。使用煤油或酒精的喷灯禁止注入汽油。
(3)尽可能在空气流通的地方工作。在易燃品和易爆品的附近及靠近变压器,油开关的地方不准使用喷灯或点明火。
(4)不准把喷灯放在温度高的物体上。
(5)喷灯加油、放油以及拆卸喷火嘴或其他零件等工作,必须待喷火嘴冷却泄压后再进行。
(6)喷灯用完后、应放尽压力,待冷却后方可放入工具箱内。
(7)使用喷灯时,火焰和导电部分距离不应小于,电压在10千伏及以下:1.5米,10千伏以上:3米 -
我公司在经营活动中精益求精,具备如下业务优势:
SIEMENS 可编程控制器
1、 SIMATIC S7 系列PLC:S7-200、S7-1200、S7-300、S7-400、ET-200
2、 逻辑控制模块 LOGO!230RC、230RCO、230RCL、24RC、24RCL等
3、 SITOP直流电源 24V DC 1.3A、2.5A、3A、5A、10A、20A、40A可并联.
4、 HMI,触摸屏TD200 TD400C K-TP OP177 TP177,MP277 MP377,
SIEMENS 交、直流传动装置
1、 交流变频器 MICROMASTER系列:MM420、MM430、MM440、G110、G120.
2、 全数字直流调速装置 6RA23、6RA24、6RA28、6RA70、6SE70系列
SIEMENS 数控 伺服
SINUMERIK:801、802S 、802D、802D SL、810D、840D、611U、S120
系统及伺报电机,力矩电机,直线电机西门子PLC通讯模块6ES7318-3EL01-0AB0 ,西门子PLC通讯模块6ES7318-3EL01-0AB0,伺服驱动等备件销售。

硬件及络组态 本文以采1个315-2PN/DP,1个S7-200 ART PLC为例,介绍它们之间S7通信。
在STEP7中创建一个新项目,项目名称为S7-300-ART。1个S7-300,在硬件组态中CPU 315-2 PN/DP。如图4所示。

图4 STEP7 项目中S7-300点
设置CPU 315-2PN/DPIP地址:192.168.0.1,如图5所示。硬件组态完成后,即可下载该组态。

图5 设置CPU PN IP地址
打开“NetPro”设置络参数,选中CPU 315-2PN/DP,在连接列表中建立新连接。步骤如图6所示。

图6 NetPro组态视图中新连接
选择 Unspecified 点,选择通协议 S7 connection, Apply,如图7所示。

图7 组态新连接
在弹S7 connection属性对话框中,勾选 Establish an active connection,设置Partner address:192.168.0.2(S7-200 ART PLC IP 地址),如图8所示。

图8 设置S7连接参数
"Address Details" ,再弹来对话框设置 Partner Slot 为1,如图9所示。 OK即可关闭该对话框。

图9 设置“address details”参数
络组态创建完成后,需要编译,如图10所示。

6ES73613CA010AA0赣州西门子S7-300代理商
整个闭环控制的变频节能系统的组成设备及其作用
(1) PLC选用SIEMENS公司的S7-200系列:由CPU224XP、DIDO模块、AIAO模块组成。PLC作为控制单元,是整个系统的控制核心。其主要的作用要体现以下几方面:
① 完成对系统各种数据的采集以及数字量与模拟量的相互转换。
② 完成对整个系统的逻辑控制及PID调节的运算。
③ 向触摸屏提供所采集及处理的数据,并执行触摸屏发出的各种指令。
④ 将PID运算的数据结果转换成模拟信号,作为调节变频器的输出频率的控制信号。
⑤ 通过通信电缆及USS4协议完成对变频器内部参数读写及控制。

全生产线的主控制器是控制器WinAC, 担负着生产线的主控PROFIBUS-DP网络及网络的任务控制的核心配方数据库均由WinAC控制器完成为避免报表、打印、人为操作对控制产生无法的影响,本采用了在WinAC控制基础上研制的硬件控制器--WB16, 除保存了基于PC自动化完整的优点与特点外,更有设计坚固、可扩展性强、坚固的外壳设计电子硬盘无风扇结构的特点。整体的结构设计针对抗振动抗冲击的高防护等级。集成的接口:U、 10/100M以太网接口、PROFIBUS-DP/MPI工业现场总线铸就了其主控制器的地位也保证了的与。
轧面机面皮厚度控制
轧面皮厚度测控由光栅传感器、PLC 、步进电机组成闭环实时监控。
面皮厚度通过KA-300光栅检测,检测精度为0.02mm。
厚度反馈值由PLC处理后进行PID计算并控制步进马达,形成闭环控制,机械累积误差。
闭环控制能够实时在线校正厚度。产品。
五相步进马达,步角0.72度 输出9KHz,V=1.95 A=0.75 N.M=0.45(4.5公斤力)

烘炉温度控制
烘炉温度分为8个区每区温度都是一个闭环测控并配备有智能算法控制精度
可达到+1OC.
的热电偶模块进行温度采集面温与底温分别控制
控制可控硅调功器从而控制温度.
SCR调功器的输入为0—10V, 输出功率可连续调节三相平衡式调功器共8个调
功器
温区烟囱根据配方调节开度进行流量控制
自动检测钢带打滑并自动
智能闭环控制算法,自适应参数整定功能
中控站可进行温度设定与温度

,
在可编程控制器中重新装载块可以用新版本的块覆盖已存在于S7可编程逻辑控制器CPU中的装入存储器(RAM)或工作存储器中的块(重载它们)。覆盖已存在的版本。重载S7块的步骤与下载相同。将显示提示信息,询问是否希望覆盖已存在的块。不能存储在EPROM中的块,但是一旦重载将会声明无效。装入替换的块到RAM中。这在装入存储器或工作存储器中造成间隙。如果这些间隙意味着没有新的块可以下载,则应该压缩存储器。注意如果电源先关闭然后再打开,并且RAM没有电池装备,或随后CPU的存储器复位,"旧"的块再次有效。在集成的EPROM上保存下载块对于带一个集成EPROM的CPU (例如CPU 312),可将RAM中的块保存到集成EPROM中,从而在断电或存储器复位后不会丢失数据。
1. 使用菜单命令视图 > 在线,显示含已打开项目在线视图的窗口,或,在工具栏中单击"可访问节点"按钮或选择菜单命令PLC > 显示可访问节点,打开"可访问节点"窗口。
2. 在项目的在线窗选择S7或M7程序,或在"可访问节点"窗选择节点。
3. 使用下列之一,在CPU上选择要保存的"块"文件夹:
§ 如果正在使用项目,那么在项目的在线窗
§ 如果没有使用项目,那么在"可访问节点"窗
4. 选择菜单命令PLC > 将RAM保存到ROM。
通过EPROM存储卡下载要求要访问专为S7可编程逻辑控制器而设计的编程设备中的EPROM存储卡,需要的EPROM驱动程序。要访问为M7可编程控制设计的编程设备中的EPROM存储卡,必须安装FL件作为选件提供。如果使用PC,则需要外部编程器来保存到EPROM存储卡。也可以在以后安装驱动程序。为此,通过开始 > Simatic > STEP 7 > 存储卡参数分配或通过控制面板(双击"存储卡参数分配"图标)调用相应的对话框
数字量输出模块具有以下机械特性:
数字量输出模块把 S7-400 的内部信号电平转换成过程所要求的外部信号电平。
数字量输出模块用于从控制器向过程变量输出数字量信号。用于连接电磁阀、接触器、低功率电机、灯和电机启动器。
输出端的阻值比输入端略小一些,并且没有充放电现象。黑表棒接变频器的直流端(-)法是:用万用表(好是用模拟表)的电阻1K档然后并且没有充放电现象。否则。三相阻值要一样用红表棒分别测量变频器的三相输入端和三相输出端的电阻,其阻值应该在5K-10K之间。牢固的EMC(电磁兼容性)设计,控制信号的快速响应,控制功能:线性v/f控制,并带有增强电机动态响应和控制特性的磁通电流控制(FCC),多点v/f控制。小型机:小型机的控制点一般在256点之内,适合于单机控制或小型系统的控制。西门子小型机有S7-2处理速度0.8~1.2ms ,存贮器2k ,数字量248点,模拟量35路 。变频器驱动绕线转子异步电动机时,大多是利用已有的电动机。绕线电动机与普通的鼠笼电动机相比,绕线电动机绕组的阻抗小。因此,容易发生由于纹波电流而引起的过电流跳闸现象,所以应选择比通常容量稍大的变频器。一般绕线电动机多用于飞轮力矩gd2较大的场合,在设定加减速时间时应多注意。西门子变频器是由德国西门子公司研发,生产,销售的变频器品牌,主要用于控制和调节三相交流异步电机的速度。并以其稳定的性能,丰富的组合功能,高性能的矢量控制技术,低速高转矩输出,良好的动态特性,的过载能力,创新的BiCo(内部功能互联)功能以及*的灵活性,在变频器市场占据着重要的地位。用同样的方法检查逆变部分,将“R”“S”“T”换为“U”“V”“W”,因为逆变的IGBT的源极和漏极之间在关闭状态下同样有整流桥特性。绝缘测试。对于输人输出端和地(外壳)进行高压绝缘检测,使用500v摇表的黑表端接变频器的接识。红端分别接“R”“S”“T”“U”“V”“W”,均速摇动摇表,测量绝缘电阻应在SM以上。
也有少部分是因为主控板造成的。可以上电观察。1如果以上测量西门子变频器故障结果表明模块基本没问题可以先换一块主控板试一试。这种故障一般有两种可能。常见的是由于电源驱动板有问题上电后面板显示[F2或[F0(MM3变频器)否则问题肯定在电源驱动板部分了。并且可选PROFIBUS, Modbus RTU,CAN以及USS 等通讯接口。操作控制和调试可以快速简单地采用PC机通过USB接口,或者采用BOP-2(基本操作面板)或IOP(智能操作面板)来实现。SINAMICS G120C 变频器包含三个不同的尺寸功率范围从0.55kW到18.5kW。为了提高能效 。变频器集成了矢量控制实现能量的优化利用并自动降低了磁通。该系列的变频器是全集成自动化的组成部分。通过指令RUNTIME可以从参数RET_Val直接读出CPU的运行时间,单位为秒,MEM为中间保存程序运行的存储器,两个参数类型都是LREAL,除此之外还可以读出一段程序的运行时
怎样在 S7-200 中编程实现夏令时开始和结束时间的调整?
说明:
根据美国法律的修正条款,各地区夏令时的起始和结束时间可能出现变更。 而S7-200 CPU并不知道这些新信息,需要通过以下方法来调整CPU的时间:
本常见问题解答为您提供了一个计算夏令时开始结束时间的库。您需要输入夏令时开始的月份,开始的周日和小时,以及夏令时结束的月份,周日和小时。计算后的结果将传送到实时时钟。这样的操作可以确保实时时钟被重置为夏令时或冬季时间。
怎样将此库添加到您的项目中并为它配置参数:
| 序号 | 步骤 |
| 1 | 下载库并将其导出到您计算机的一个文件夹中。 |
| 2 |
启动 MicroWIN 并右击“库”,然后右击“添加/删除库”
|
| 3 |
单击“添加...”,并在弹出的窗口中选择库所存入的文件夹,选中库,单击 “Save”。
|
| 4 | 这样此库就显示在窗口中了。单击“确认”来关闭此窗口。 |
| 5 | 双击 “库”以打开此树。双击打开 “Daylight_Saving_Time (v1.0)”。 |
| 6 |
将 “DST_INIT” 指令块托拖入网络中。
|
| 7 |
必须设置以下参数:
输入参数:
输出参数: “DST_Status”字节中的状态位 |
| 8 | 该指令的内部处理过程要求使用到静态变量。因此要为其分配库内存。右击“程序块”,选择“T库内存区”,在弹出的标签中您可以输入库内存区的起始地址。如果您不确定所分配的内存区是否充足,可以单击“建议地址”按钮为其自动分配库内存。点击 “OK” 确认。 |
S7-300 一般步骤 S7-300自动化系统采用模块化设计。它拥有丰富的模块,且这些模块均可以独立地组合使用。一个系统包含下列组件: CPU:不同的 CPU 可用于不同的性能范围,包括具有集成 I/O 和对应功能的 CPU 以及具有集成 PROFIBUS DP、PROFINET 和点对点接口的 CPU。用于数字量和模拟量输入/输出的信号模块 (SM)。用于连接总线和点对点连接的通信处理器 (CP)。用于高速计数、定位(开环/闭环)及 PID 控制的功能模块(FM)。
根据要求,也可使用下列模块:用于将 SIMATIC S7-300 连接到 120/230 V AC 电源的负载电源模块(PS)。接口模块 (IM),用于多层配置时连接中央控制器 (CC) 和扩展装置 (EU)。通过分布式中央控制器 (CC) 和 3 个扩展装置 (EU),SIMATIC S7-300 可以操作多达 32 个模块。所有模块均在外壳中运行,并且无需风扇。 SIPLUS 模块可用于扩展的环境条件:适用于 -25 至 +60℃ 的温度范围及高湿度、结露以及有雾的环境条件。防直接日晒、雨淋或水溅,在防护等级为 IP20 机柜内使用时,可直接在汽车或室外建筑使用。不需要空气调节的机柜和 IP65 外壳。设计简单的结构使得 S7-300 使用灵活且易于维护:安装模块:只需简单地将模块挂在安装导轨上,转动到位然后锁紧螺钉。集成的背板总线: 背板总线集成到模块里。模块通过总线连接器相连,总线连接器插在外壳的背面。模块采用机械编码,更换极为容易:更换模块时,必须拧下模块的固定螺钉。按下闭锁机构,可轻松拔下前连接器。前连接器上的编码装置防止将已接线的连接器错插到其他的模块上。现场证明可靠的连接:对于信号模块,可以使用螺钉型、弹簧型或绝缘刺破型前连接器。

TOP 连接:为采用螺钉型接线端子或弹簧型接线端子连接的 1 线 - 3 线连接系统提供预组装接线另外还可直接在信号模块上接线。规定的安装深度:所有的连接和连接器都在模块上的凹槽内,并有前盖保护。因此,所有模块应有明确的安装深度。无插槽规则: 信号模块和通信处理器可以不受限制地以任何方式连接。系统可自行组态。扩展若用户的自动化任务需要 8 个以上的 SM、FM 或 CP 模块插槽时,则可对 S7-300(除 CPU 312 和 CPU 312C 外)进行扩展:中央控制器和3个扩展机架多可连接32个模块:总共可将 3 个扩展装置(EU)连接到中央控制器(CC)。每个 CC/EU 可以连接八个模块。通过接口模板连接:每个 CC / EU 都有自己的接口模块。在中央控制器上它总是被插在 CPU 旁边的插槽中,并自动处理与扩展装置的通信。通过 IM 365 扩展: 1 个扩展装置远扩展距离为 1 米;电源电压也通过扩展装置提供。通过 IM 360/361 扩展: 3 个扩展装置, CC 与 EU 之间以及 EU 与 EU 之间的远距离为 10m。单独安装:对于单独的 CC/EU,也能够以更远的距离安装。两个相邻 CC/EU 或 EU/EU 之间的距离:长达 10m。灵活的安装选项: CC/EU 既可以水平安装,也可以垂直安装。这样可以大限度满足空间要求。通信 S7-300 具有不同的通信接口:连接 AS-Interface、PROFIBUS 和 PROFINET/工业以太网总线系统的通信处理器。用于点到点连接的通信处理器多点接口 (MPI), 集成在 CPU 中;是一种经济有效的方案,可以同时连接编程器/PC、人机界面系统和其它的 SIMATIC S7/C7 自动化系统。 PROFIBUS DP进行过程通信 SIMATIC S7-300 通过通信处理器或通过配备集成 PROFIBUS DP 接口的 CPU 连接到 PROFIBUS DP 总线系统。通过带有 PROFIBUS DP 主站/从站接口的 CPU,可构建一个高速的分布式自动化系统,并且使得操作大大简化。从用户的角度来看,PROFIBUS DP 上的分布式I/O处理与集中式I/O处理没有区别(相同的组态,编址及编程)。以下设备可作为主站连接: SIMATIC S7-300 (通过带 PROFIBUS DP 接口的 CPU 或 PROFIBUS DP CP) SIMATIC S7-400 (通过带 PROFIBUS DP 接口的 CPU 或 PROFIBUS DP CP) SIMATIC C7 (通过带 PROFIBUS DP 接口的 C7 或 PROFIBUS DP CP) SIMATIC S5-115U/H、S5-135U 和 S5-155U/H,带IM 308 SIMATIC 505 出于性能原因,每条线路上连接的主站不得超过 2 个。以下设备可作为从站连接: ET 200 分布式 I/O 设备 S7-300,通过 CP 342-5 CPU 313C-2 DP, CPU 314C-2 DP, CPU 314C-2 PN/DP, CPU 315-2 DP, CPU 315-2 PN/DP, CPU 317-2 DP, CPU 317-2 PN/DP and CPU 319-3 PN/DP C7-633/P DP, C7-633 DP, C7-634/P DP, C7-634 DP, C7-626 DP, C7-635, C7-636 现场设备虽然带有 STEP 7 的编程器/PC 或 OP 是总线上的主站,但是只使用 MPI 功能,另外通过 PROFIBUS DP 也可部分提供 OP 功能
CPU 固件升级步骤:
a) 更新操作系统的基本步骤
注意事项:
zui初,CPU 的所有 LED 指示灯 (INTF、EXTF、FRCE、CRST、RUN、STOP) 都亮起。大约两分钟后,操作系统更新完成,并通过慢速闪烁的 STOP LED 灯加以指示 (提示由系统执行全面复位)。更新之后将开始自检;根据存储器容量大小,此过程要用数分钟时间。
b) 使用冗余自动化系统时的特殊情况
使用冗余自动化系统时,也可在运行模式下对 CPU 的操作系统进行更新。在运行中,只能将固件更新到固件的下一个较高版本。在运行模式下,无法降级到较低的固件版本。
在运行中更新操作系统 (另请阅读提供的任何附加版本信息)
1. HW-Config CPU
2.PLC > Update FirmwarePLC -> ) -> CPU
冗余自动化系统的两个 CPU 必须采用相同固件版本。 如果其中一个 CPU 出现故障,只需订购一个具有相同订货号的新 CPU。 新 CPU 将会提供固件版本,此版本可能会高于故障 CPU 的固件版本。现在有两种选择:
选择 1:将仍在运行的 CPU 升级至新 CPU 的固件版本:
1. HW-Config CPU
2.PLC > Operating state > Switch toPLC -> -> )with changed operating system()
3. CPUPLC > Update FirmwarePLC -> )
4. CPU ->
选择 2:将新 CPU 降级至仍在运行的 CPU 的较低固件版本 (无法在运行模式下降级;步骤与上面的“a)”相同,但不插入 FOC 同步电缆)
装配S7-300 站的步骤
(1)安装机架UR2-H。
(2)在机架上安装PS407电源模块,在电池槽内放入2块锂电池,拨码拨到2BATT。
(3)设置冗余CPU的机架号,通过CPU 背板上的开关设置;安装冗余CPU到机架。
CPU通电后此机架号生效。
(4)将同步子模板插到CPU前面板的两个IF插槽中,并固定。
(5)连接同步光缆。
将两个位于上部的同步子模板相连;
将两个位于下部的同步子模板相连;
(6)通电后CPU自检查。
CPU*次通电时,将执行一次RAM 检测工作,约需10分钟。这段时间内CPU 不接收通过通讯接口传来的数据,并且STOP LED 灯闪烁。如果有备用电池,再次通电时不再做此项检查工作。
(7)启动CPU,将CPU拨码拨到RUN状态,此刻两CPU保持STOP。

注意:
西门子触摸屏与PLC闭环控制的变频器使用
西门子触摸屏结合西门子PLC在闭环控制的变频节能系统中的应用是一种自动控制的趋势。触摸屏和PLC在闭环控制的变频节能系统中的使用,可以让操作者在触摸屏中直接设定目标值(压力及温度等),通过PLC与实际值(传感器的测量值)进行比较运算,直接向变频节能系统发出运算指令(模拟信号),调节变频器的输出频率。并可实时监控到被控系统实际值的大小及变频器内的多个参数,实现报警、记录等功能

3、S7-200的扩展模块不同信号的S7-200CPU上已经集成了一定数量的数字量I/O点,若实际需要的I/O点数超过该CPU的I/O点数时,则通过增加输入/输出扩展模块来达到扩展功能、扩大控制能力。扩展模块有输入/输出扩展、热电偶/热电阻输入扩展和通讯扩展三种类型,通过总线连接器(插件和CPU模块连接。
5、1996年,在过程控制领域,西门子公司又提出PCS7(过程控制系统7)的概念,将其优势的WINCC(与WINDOWS兼容的操作界面)、PROFIBUS(工业现场总线)、COROS(监控系统)、SINEC(西门子工业网络)及控调技术融为一体。
4、1994年4月,S7系列诞生,它具有更化、更高性能等级、安装空间更小、更良好的WINDOWS用户界面等优势,其机型为:S7-200、300、400。6、西门子公司提出TIA(TotallyIntegratedAutomation)概念,即全集成自动化系统,将PLC技术溶于全部自动化领域。

人机界面与人们常说的“触摸屏"有什么区别?从严格意义上来说,两者是有本质上的区别的。因为“触摸屏"仅是人机界面产品中可能用到的硬件部分,是一种替代鼠标及键盘部分功能,安装在显示屏前端的输入设备;而人机界面产品则是一种包含硬件和软件的人机交互设备。在工业中,人们常把具有触摸输入功能的人机界面产品称为“触摸屏",但这是不科学的

西门子6ES7331-7NF10-0AB0中文说明书 人机界面和组态软件有什么区别?人机界面产品,常被大家称为“触摸屏",包含HMI硬件和相应的画面组态软件,一般情况下,不同厂家的HMI硬件使用不同的画面组态软件,连接的主要设备种类是PLC。而组态软件是运行于PC硬件平台、bs操作系统下的一个通用工具软件产品,和PC机或工控机一起也可以组成HMI产品;通用的组态软件支持的设备种类非常多,如各种PLC、PC板卡、仪表、变频器、模块等设备,而且由于PC的硬件平台性能强大(主要反应在在速度和存储容量上),通用组态软件的功能也强很多,适用于大型的监控系统中。。!
16.电机过流。
变频器输出电流大于电机额定电流1.2倍并持续超过2分钟。检查参数设置电机额定电流设置是否正确;电机或负载机械是否堵转;电源电压是否过低。
17.变频器行后电机不转。
检查变频器输出是否有接触器或开关类设备;检查变频器输出一次电缆是否连接电机;观察监视器是否有输出电流以及输出电压,若有电压、无电流则说明变频器到电机的主回路开路,若有电压、电流,则检查电缆是否有单相接地情况,电机转子绕组是否开路。

西门子6ES7331-7NF10-0AB0中文说明书
加速时间设定要求:将加速电流限制在变频器过电流容量以下,不使过流失速而引起变频器跳闸;减速时间设定要点是:防止平滑电路电压过大,不使再生过压失速而使变频器跳闸。8.转矩提升又叫转矩补偿,是为补偿因电动机定子绕组电阻所引起的低速时转矩降低,而把低频率范围f/V增大的方法。
25.运行频率与给定频率不一致。
这种情况有以下几种原因加减速过程中,受加减速时间的限制,输出频率到达给定频率有一个过程;
系统电压过高时减速,变频器出于自身保护的要求,此时频率不能停留在一个数值点上,以避免直流母线过压保护。此时建议将变压器分接头接到105%上;变频器输出电流超过设置的限流电流值,变频器自动降频以降低输出电流,避免过流保护跳闸。这种情况一般出现在输入电压过低或负载突增时;
瞬时停电时,为了维持电机在可控状态,变频器将自动减速,从电机处获得能量;霍尔元件、单元检测板或是信号板发生故障
CU320具有以下接口:
8路数字量输入
8路双向的数字量输入/输出
4个DRIVE-CLiQ接口,用于与其他组件通讯
用于接口扩展的可选插槽(TB30、CBP10、CBC10、CBE20等)
1个PROFIBUS接口,PROFIBUS DP的地址由拨码设定,位于盖子后面
4个"3色"状态LED灯,用于诊断设备状态
快速闪存CF卡,用于存储软件和参数设定
1个用于AOP30的RS232/PPI接口
复杂的运动控制任务SIMOTION D435
CU320*多控制4个矢量轴、6个伺服轴或8个V/f轴,一般应用于相对简单的控制任务中。当它面对一些复杂的运动控制任务时,会显得力不从心,此时,就需要功能更为强大的SIMOTION D控制系统模块来代替CU320控制单元了。
西门子S120快速入门——控制单元CU320简介
SIMOTION D是基于SINAMICS S120的驱动系统,它有许多子产品,具有不同的性能,满足不同的应用环境。如图4所示,是SIMOTION D435的接口定义图,它适用于中等规模的应用。它带有两个具有时钟同步的PROFIBUS接口以及两个以太网口。SIMOTION D435也通过DRIVE-CLiQ接口与S120的其他模块进行数据交换可以外扩CU320 ,从而*多能控制64个轴。
SINAMICS是西门子公司新一代的驱动产品,它正在逐步取代现有的MASTERDRIVES及SIMODRIVE系列的驱动系统。SINAMICS S120 是集V/f控制、矢量控制和伺服控制于一体的多轴驱动系统,它采用的是模块化的设计方案,包括控制单元模块、整流回馈模块、电机模块、传感器模块和电机编码器等。各个模块之间通过高速驱动接口DRIVE-CLiQ相互连接
对S7-300的组态,可以直接在原来的PROFIBUS DP总线上组态DP/DP Coupler(在硬件组态Catalog---Standard Profile---PROFIBUS DP下,Additional Field Devices---Gateway下,可以找到DP/DP Coupler或DP/DP Coupler,Release 2。DP/DP Coupler是订货号6ES7 158-0AD00-0XA0的组态文件,DP/DP Coupler,Release 2是订货号6ES7 158-0AD01-0XA0的组态文件),给DP/DP Coupler分配一个DP地址(在硬件上通过拨码设置),另外组态好通讯数据区的通讯数据长度(Input/Output)。组态配置后,编译下载到S7-300系统中。

3、S7-300 DP CPU与S7-400H冗余系统通讯数据采用直接I/O地址数据访问的方式(如IB、QB)。

附:关于DP/DP Coupler的一些应用,详细可参考SIMATIC DP/DP Coupler Manual。
下载:1179382
DP/DP Coupler应用的功能原理如下图例子,在通讯的双方有自己独立的DP地址,并且通讯双方的PROFIBUS DP通讯速率可以不*,通过输入/输出区域直接交换通讯数据。

DP/DP Coupler操作和状态指示如下图

关键词
DP/DP Coupler,Y_Link,S7-400H冗余系统,S7-300 DP CPU
冗余系统拥有两条DP总线,因此如果需要将一个单DP接口的从站连接到冗余系统下,需要借助于Yb接口模块。Yb可以在两条总线中实现自动的切换,无需编程。本文件将主要介绍S7-300从站通过扩展的CP342-5 DP接口连接在Yb后的组态步骤。
1. 下载并安装GSD文件
通常情况下在STEP 7的硬件组态中无法把在PROFIBUS-DP 目录下的300系列模块连接至Yb的DP MASTER段。S7-300 作为从站连接至Yb的*办法是通过GSD文件。首先,通过如下链接下载相应的CPU的GSD文件。
硬件中断
通过硬件中断可以监控过程信号,并且,可以触发针对信号变化的响应。
S7-300F
运行模式
S7-300F的安全功能包含在CPU的F程序中,并且位于故障安全信号模块之内。
信号模块采用差异分析方法和测试信号注入技术实现输出和输入信号的监控。
借助周期性自检、指令检测、程序逻辑检测和程序顺序流检测等方法,CPU可以检测控制器是否工作正常。此外,通过“活跃标志(sign-of-life)”请求,还可以对I/O进行检测。
若判定系统中存在故障,则将该系统切换至安全状态。
编程
CPU 315F与安全有关的程序采用STEP 7语言的梯形图(LAD)和功能图(FBD)编制。与运行有关的功能范围和数据类型均限于在此处设置。编译时使用特定的格式和参数,可以创建安全相关程序。在单个CPU中,标准程序可以同时与故障安全程序一起运行(共存),无任何限制。
该软件包的另一个组件是F库,配有TUV认可的安全相关功能的编程实例。这些编程实例可以更改,但更改必须再次认证。
S7 F分布式安全选项软件包
编制安全相关的程序段时,必须使用选项软件包“S7 F Distributed Safety”。该软件包含有创建F程序所需要的全部功能和块。运行S7 F Distributed Safety必须安装不低于V5.1SP3版的STEP 7。
.SIMATIC S7-200 PLC S7-200 PLC是超小型化的PLC,它适用于各行各业,各种场合中的自动检测、监测及控制等。S7-200 PLC的强大功能使其无论单机运行,或连成网络都能实现复杂的控制功能。 S7-200PLC可提供4个不同的基本型号与8种CPU可供选择使用。
2、SIMATIC S7-300 PLC S7-300是模块化小型PLC系统,能满足中等性能要求的应用。各种单独的模块之间可进行广泛组合构成不同要求的系统。与S7-200 PLC比较,S7-300 PLC采用模块化结构,具备高速(0.6~0.1μs)的指令运算速度;用浮点数运算比较有效地实现了更为复杂的算术运算;一个带标准用户接口的软件工具方便用户给所有模块进行参数赋值;方便的人机界面服务已经集成在S7-300操作系统内,人机对话的编程要求大大减少。SIMATIC人机界面(HMI)从S7-300中取得数据,S7-300按用户的刷新速度传送这些数据。S7-300操作系统自动地处理数据的传送;CPU的智能化的诊断系统连续监控系统的功能是否正常、记录错误和特殊系统事件(例如:超时,模块更换,等等);多级口令保护可以使用户高度、有效地保护其技术机密,防止未经允许的复制和修改;S7-300 PLC设有操作方式选择开关,操作方式选择开关像钥匙一样可以拔出,当钥匙拔出时,就不能改变操作方式,这样就可防止非法删除或改写用户程序。具备强大的通信功能,S7-300 PLC可通过编程软件Step 7的用户界面提供通信组态功能,这使得组态非常容易、简单。S7-300 PLC具有多种不同的通信接口,并通过多种通信处理器来连接AS-I总线接口和工业以太网总线系统;串行通信处理器用来连接点到点的通信系统;多点接口(MPI)集成在CPU中,用于同时连接编程器、PC机、人机界面系统及其他SIMATIC S7/M7/C7等自动化控制系统
用户程序执行
在用户程序执行阶段,PLC总是按由上而下的顺序依次地扫描用户程序(梯形图)。在扫描每一条梯形图时,又总是先扫描梯形图左边的由各触点构成的控制线路,并按先左后右、先上后下的顺序对由触点构成的控制线路进行逻辑运算,然后根据逻辑运算的结果,刷新该逻辑线圈在系统RAM存储区中对应位的状态;或者刷新该输出线圈在I/O映象区中对应位的状态;或者确定是否要执行该梯形图所规定的特殊功能指令。
即,在用户程序执行过程中,只有输入点在I/O映象区内的状态和数据不会发生变化,而其他输出点和软设备在I/O映象区或系统RAM存储区内的状态和数据都有可能发生变化,而且排在上面的梯形图,其程序执行结果会对排在下面的凡是用到这些线圈或数据的梯形图起作用;相反,排在下面的梯形图,其被刷新的逻辑线圈的状态或数据只能到下一个扫描周期才能对排在其上面的程序起作用。
输出刷新
当扫描用户程序结束后,PLC就进入输出刷新阶段。在此期间,CPU按照I/O映象区内对应的状态和数据刷新所有的输出锁存电路,再经输出电路驱动相应的外设。这时,才是PLC的真正输出。
同样的若干条梯形图,其排列次序不同,执行的结果也不同。另外,采用扫描用户程序的运行结果与继电器控制装置的硬逻辑并行运行的结果有所区别。当然,如果扫描周期所占用的时间对整个运行来说可以忽略,那么二者之间就没有什么区别了。
若用户的自动化任务需要 8 个以上的 SM、FM 或 CP 模块插槽时,则可对 S7-300(除 CPU 312 和 CPU 312C 外)进行扩展:
通信
S7-300 具有不同的通信接口:
PROFIBUS DP进行过程通信
SIMATIC S7-300 通过通信处理器或通过配备集成 PROFIBUS DP 接口的 CPU 连接到 PROFIBUS DP 总线系统。通过带有 PROFIBUS DP 主站/从站接口的 CPU,可构建一个高速的分布式自动化系统,并且使得操作大大简化。
从用户的角度来看,PROFIBUS DP 上的分布式I/O处理与集中式I/O处理没有区别(相同的组态,编址及编程)。
以下设备可作为主站连接:
出于性能原因,每条线路上连接的主站不得超过 2 个。
以下设备可作为从站连接:
虽然带有 STEP 7 的编程器/PC 或 OP 是总线上的主站,但是只使用 MPI 功能,另外通过 PROFIBUS DP 也可部分提供 OP 功能。
通过 PROFINET IO 进行过程通信
SIMATIC S7-300 通过通信处理器或通过配备集成 PROFINET 接口的 CPU 连接到 PROFINET IO 总线系统。通过带有 PROFIBUS 接口的 CPU,可构建一个高速的分布式自动化系统,并且使得操作大大简化。
从用户的角度来看,PROFINET IO 上的分布式I/O处理与集中式I/O处理没有区别(相同的组态,编址及编程)。
可将下列设备作为 IO 控制器进行连接:
可将下列设备作为 IO 设备进行连接:
通过 AS-Interface 进行过程通信
S7-300 所配备的通信处理器 (CP 342-2) 适用于通过 AS-Interface 总线连接现场设备(AS-Interface 从站)。
更多信息,请参见通信处理器。
通过 CP 或集成接口(点对点)进行数据通信
通过 CP 340/CP 341 通信处理器或 CPU 313C-2 PtP 或 CPU 314C-2 PtP 的集成接口,可经济有效地建立点到点连接。有三种物理传输介质支持不同的通信协议:
可以连接以下设备:
特殊功能块包括在通信功能手册的供货范围之内
整个闭环控制的变频节能系统的组成设备及其作用
(1) PLC选用SIEMENS公司的S7-200系列:由CPU224XP、DIDO模块、AIAO模块组成。PLC作为控制单元,是整个系统的控制核心。其主要的作用要体现以下几方面:
① 完成对系统各种数据的采集以及数字量与模拟量的相互转换。
② 完成对整个系统的逻辑控制及PID调节的运算。
③ 向触摸屏提供所采集及处理的数据,并执行触摸屏发出的各种指令。
④ 将PID运算的数据结果转换成模拟信号,作为调节变频器的输出频率的控制信号。
⑤ 通过通信电缆及USS4协议完成对变频器内部参数读写及控制。
6ES7305-1BA80-0AA0 PS305 24 V/ 2 A OUTDOOR
6ES7307-1BA00-0AA0 POWER SUPPLY PS307 24 V/2 A [Intranet]
6ES7307-1BA01-0AA0 电源 PS307 24V/2A
6ES7307-1EA00-0AA0 POWER SUPPLY PS307 24 V/5 A [Intranet]
6ES7307-1EA01-0AA0 电源 PS307 24 V/5 A
6ES7307-1EA80-0AA0 PS307 24 V/ 5 A OUTDOOR
6ES7307-1KA00-0AA0 POWER SUPPLY PS307 24 V/10 A [Intranet]
6ES7307-1KA01-0AA0 POWER SUPPLY PS307 24 V/10 A [Intranet]
6ES7307-1KA02-0AA0 电源 PS307 24 V/10 A
6ES7321-1BH02-0AA0 SM321, 16DI, DC24V
6ES7321-1BH10-0AA0 SM321,16DI,DC24V, 0.05MS INPUT DELAY.
6ES7321-1BH50-0AA0 SM321, 16DI, DC24V, SOURCE INPUT
6ES7321-1BH81-0AA0 SM 321, 16 *DC 24V, optically isolated
6ES7321-1BH82-0AA0 SIMATIC S7-300, DIGITAL INPUT
6ES7321-1BL00-0AA0 SM321, 32DI, DC24V
6ES7321-1BL80-0AA0 SIMATIC S7-300, DIGITAL INPUT
6ES7321-1BP00-0AA0 SM321, 64 DI, DC 24V, 3MS, SINK/SOURE
6ES7321-1CH00-0AA0 SM321, 16 DI, AC/DC 24-48V, 1CH/COMMON
6ES7321-1CH20-0AA0 SM321, 16DI, DC48-125V
6ES7321-1CH80-0AA0 SIMATIC S7-300, DIGITAL INPUT
6ES7321-1EH00-0AA0 SM 321, 16*AC 120V, optically isolated
6ES7321-1EH01-0AA0 SIMATIC S7-300, DIGITAL INPUT
6ES7321-1EL00-0AA0 SM321, 32DI, AC120V
6ES7321-1FF00-0AA0 SM 321, 8*AC120/230V, optically isolated
6ES7321-1FF01-0AA0 SM321, 8DI, AC120/230V
6ES7321-1FF10-0AA0 SM321, 8 DI, AC/DC 120/230V, 1CH/COMMON
6ES7321-1FF81-0AA0 SIMATIC S7-300, DIGITAL INPUT
6ES7321-1FH00-0AA0 SM321, 16 DI, 120/230V AC
6ES7321-7BH00-0AB0 SM 321, 16*DC 24V, with interrupts
6ES7321-7BH01-0AB0 SM321, 16DI, 24V DC
6ES7321-7BH80-0AB0 SIMATIC S7-300, DIGITAL INPUT
6ES7321-7EH00-0AB0 SM 321; 16DI, DC 24/125 V
6ES7321-7TH00-0AB0 SM321, 16 DI, 24V DC, DIAGNOSTICS
6ES7322-1BF00-0AA0 SM 322, 8*DC 24V, 2A, optically isolated
6ES7322-1BF01-0AA0 SM322, 8DO, 24V DC, 2A
6ES7322-1BH00-0AA0 SM 322, 16*DC 24V/0.5A, optically isolated
6ES7322-1BH01-0AA0 SM322, 16DO 24V DC, 0,5A
6ES7322-1BH10-0AA0 SM322 HIGH SPEED, 16DO 24V DC, 0.5A
6ES7322-1BH81-0AA0 SIMATIC S7-300, DIGITAL OUTPUT
6ES7322-1BL00-0AA0 SM322, 32DO 24V DC, 0,5A
6ES7322-1BP00-0AA0 SM322 64DA, DC24V, 0,3A P-WRITE
6ES7322-1BP50-0AA0 SM322 64DO, DC24V, 0.3A M-WRITE
6ES7322-1CF00-0AA0 SM322, 8DO, 48-125V DC, 1,5A
6ES7322-1CF80-0AA0 SIMATIC S7-300, DIGITAL OUTPUT
6ES7322-1EH00-0AA0 SM 322, 16*AC 120V/0.5A, optically isolated
6ES7322-1EH01-0AA0 SIMATIC S7-300, DIGITAL OUTPUT
6ES7322-1FF00-0AA0 SM 322, 8*AC 120/230V/1A, optically isolated
6ES7322-1FF01-0AA0 SM322, 8DO, 120/230V AC, 1A
6ES7322-1FF81-0AA0 SIMATIC S7-300, DIGITAL OUTPUT
6ES7322-1FH00-0AA0 SM322, 16DO, 120/230V AC, 1A
6ES7322-1FL00-0AA0 SM322, 32DO, 120/230V AC, 1A
西门子PLC执行检视状态有哪些前提条件?
检视状态数据的前提条件 您必须执行下列任务,才能监控状态数据或调试程序:
· 成功地在STEP 7-Micro/WIN和西门子PLC之间建立通讯。
· 成功地向西门子PLC下载程序。
· 欲检视连续状态更新,西门子PLC必须位于RUN(运行)模式。否则,您只能看到对I/O的改动(如果有)。由于西门子PLC程序
辉谥葱校 I/O的改动不会对“状态”显示中的程序逻辑产生预期的影响。
· 如果您位于程序不在执行的区域(例如,子例行程序、中断例行程序或由于JMP指令被绕过的区域),不会有状态显示,因为不在对代码执行扫描。
‘状态’这一术语指显示程序在西门子PLC中执行时有关西门子PLC数据当前值和功率流的信息。您可以使用状态图和程序状态窗口读取、写入和强制西门子PLC数据值。在控制程序的执行过程中,西门子PLC数据的动态改变可用三种不同方式检视:
图状态
在一表格中显示状态数据:每行一个要监视的西门子PLC数据值。您一个内存地址、格式、当前值及新值(如果使用写入命令)。
趋势显示 用随时间而变的PLC数据之绘图跟踪状态数据:您可以就现有的MT6100IV5的状态图在表格视图和趋势视图之间切换。新的趋势数据亦可在趋势视图中直接赋值。
程序状态
在程序编辑器窗口中显示状态数据:当前西门子PLC数据值会显示在引用该数据的STL语句或LAD/FBD图形旁边。LAD图形也显示功率流
程序状态和图状态 (或趋势视图) 窗口可以同时运行:
在状态图窗口写入或强制PLC数据将PLC数据改动应用于程序状态窗口。
在程序状态窗口写入或强制西门子PLC数据还会将新PLC数据改动应用于状态图窗口
SINAMICS S120的核心控制单元CU320
CU即Control Unit,是S120的控制单元,CU320设计的目的是用于多轴控制系统的,*多可控制4个矢量轴或6个伺服轴或8个V/f轴,完成比较简单的工艺任务。
目前为止,共推出了两代控制单元,分别为一代产品CU320和二代产品CU320-2 DP/PN
CU320具有以下接口:
8路数字量输入
8路双向的数字量输入/输出
4个DRIVE-CLiQ接口,用于与其他组件通讯
用于接口扩展的可选插槽(TB30、CBP10、CBC10、CBE20等)
1个PROFIBUS接口,PROFIBUS DP的地址由拨码设定,位于盖子后面
4个"3色"状态LED灯,用于诊断设备状态
快速闪存CF卡,用于存储软件和参数设定
1个用于AOP30的RS232/PPI接口
复杂的运动控制任务SIMOTION D435
CU320*多控制4个矢量轴、6个伺服轴或8个V/f轴,一般应用于相对简单的控制任务中。当它面对一些复杂的运动控制任务时,会显得力不从心,此时,就需要功能更为强大的SIMOTION D控制系统模块来代替CU320控制单元了。
西门子S120快速入门——控制单元CU320简介
SIMOTION D是基于SINAMICS S120的驱动系统,它有许多子产品,具有不同的性能,满足不同的应用环境。如图4所示,是SIMOTION D435的接口定义图,它适用于中等规模的应用。它带有两个具有时钟同步的PROFIBUS接口以及两个以太网口。SIMOTION D435也通过DRIVE-CLiQ接口与S120的其他模块进行数据交换可以外扩CU320 ,从而*多能控制64个轴。
SINAMICS是西门子公司新一代的驱动产品,它正在逐步取代现有的MASTERDRIVES及SIMODRIVE系列的驱动系统。SINAMICS S120 是集V/f控制、矢量控制和伺服控制于一体的多轴驱动系统,它采用的是模块化的设计方案,包括控制单元模块、整流回馈模块、电机模块、传感器模块和电机编码器等。各个模块之间通过高速驱动接口DRIVE-CLiQ相互连接
硬件中断

概述
SM331 AI8x12 位的一大特色就是其触发硬件中断的功能。 可以对两个通道(0 和 2)进
行相应组态。
硬件中断通常触发 CPU 中的报警组织块。 在我们的实例中,将调用 OB40。
必须以 mA 为单位硬件中断的限制值。
实例:
已将带有 4 到 20 mA 变送器的压力传感器连接到通道 0。这里应该以 mA 而不是 Pa 为
单位限制值。
限制值
为触发硬件中断,限制值必须在测量模式的额定值内。
实例:
如果启用了断线检测(3.6 mA),而选择 3.5 mA 作为下限值,则系统将接受该设置。
因为始终首先触发诊断报警,所以不会触发硬件中断。
在我们的实例中,将在以下限制下组态两个通道(传感器 1 和 2):
● 下限值 6 mA
● 上限值 18 mA

决定功能
如果发生硬件中断,则调用 OB40。 在 OB40 的用户程序中,您可以编写自动化系统对
硬件中断进行响应的程序。
在实例的用户程序中,OB40 将读取硬件中断的原因。 这可以在临时变量结构
OB40_POINT_ADDR(本地字 8 到 11)中找到。
在该实例中,OB40 只将 LD8 和 LD9 传送到标记字(MW100)。 在现有变量表中监视
该标记字。 您可以通过设置标记位 M200.0 或在变量表中将其设置为 TRUE,在 OB1 中
确认该标记字。
如果使用校准设备为通道 0 提供 5.71 mA 的电流,则将在变量表中获得 MW100 的值
0001(十六进制)。 这意味着已调用 OB40 且通道 0 已超出其下限值(6 mA)
如何在WinCC中获取与S7-300/400 CPU的通讯状态
WinCC项目中通讯连接至关重要,获取连接通讯状态能有效的判断当前系统的运行情况,及时处理问题。
1 画面中添加控件来获取通讯状态
WinCC 提供工具“Channel Diagonsis”来判断项目中连接的通讯状态,此工具在操作系统 “开始”—>“Simatic”—>“WinCC”—>“Tools”目录下可以找到。此工具也可以添加到WinCC画面中使用。

图1
打开WinCC“图形编辑器”,在右边“对象选项板”中选择“控件”列表,如果是V6.2的系统在列表空白区域点击鼠标右键选择“添加/删除”(图1),如果是V7.0的系统需要先选中“ActiveX 控件”,再点击鼠标右键选择“添加/删除”(图2)。

图2
打开“选择OCX控件”对话框,在OCX控件列表中找到并且选中“WinCC Channel Diagonsis Control”控件(图3),点击确定。然后在选项板控件列表中就能找到此控件,把此控件添加到画面中,激活WinCC项目。

FM352高速电子凸轮控制器,它有32个凸轮轨迹,13个集成的DO,采用增量式编码器或式编码器。SIWAREXM称重模块是有校验能力的电子称重和配料单元,可以组成多料称系统,安装在易爆区域。建议用户使用 STEP 7 在线帮助,可以提供全面的编程帮助。
图3
项目激活运行后,通道诊断控件会显示项目中通讯连接的通讯状态,绿勾表示通讯正常,红叉表示通讯故障。选中故障链接,在右边列表中能显示出此故障的错误代码(图4)。
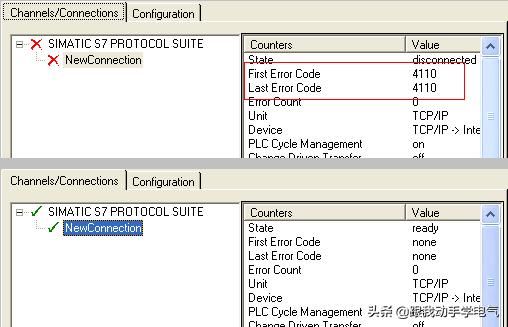
图4
错误代码的说明可以在帮助文档“S7CHNERRORchs.HLP”中查到,此帮助文档在 WinCC 的安装路径下(如:C:ProgramsSiemensWinCCbin )找到。
反向定标后的输出值随着输入值的增大而减小。2.2.1 FC105 功能描述SCALE( FC105 )功能将一个整形数INTEGER( IN)转换成上限、下限之间的实际的工程值(LO_LIM and HI_LIM) ,结果写到OUT。
2 根据通讯状态改变对象属性
在连接中所建的变量,在通讯时都会带有变量状态信息,变量状态包含WinCC 和自动化设备之间的连接状态。通过获取这个变量状态,我们就能得知变量所在连接的通讯状态。
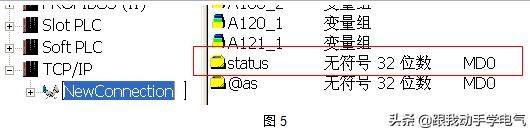
首先在需要监控的通讯连接下新建一个变量“status”,地址取位存储区首地址(图5)。
在此文档中我们以静态文本来举例。在画面中添加一个静态文本,选择对象属性“字体”à “文本”,在动态列表中选择“动态对话框”(图6)。

图6
在动态对话框中,表达式/公式选择变量“status”,把表达式/公式的结果列表中“其他”范围对应的文本修改成“通讯已连接”。选择“变量状态”,在弹出的状态列表中,把“没有连接”范围对应的文本修改成“通讯干扰”(图7),应用此设置。
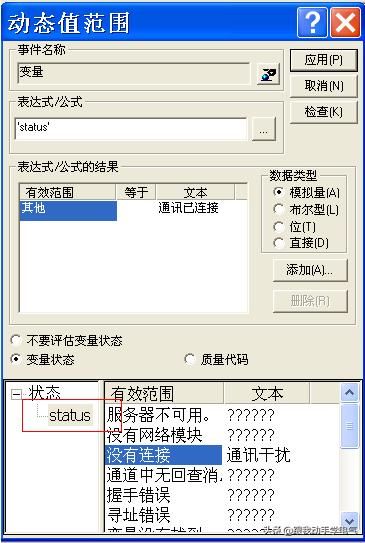
图7
项目激活运行后,如果通讯正常,静态文本会显示“通讯已连接”,如果通讯故障会显示“通讯干扰”。(具体故障原因可检查通道诊断)
2.F系列数字量模拟量输入/输出模块这些模块具有故障安全运行的集成安全功能,在ET200M分布式I/O或S7-300F中使用。前连接器插在前盖后面的凹槽内。。
此组态方法也可应用到其他对象,例如修改对象的背景颜色等。
3 使用脚本获取通讯状态
上一章节是把变量的“变量状态”直接与对象属性关联,这个“变量状态”也可以直接使用脚本来读取,在脚本中判断通讯状态,继而执行比较复杂的逻辑操作。
首先在需要监控的通讯链接下新建一个变量“status”,地址取位存储区首地址(图5)。
打开“全局脚本”—>“C-Editor”,新建一个“动作”,编写如下代码(图8)。脚本中“GetTagDWordState”函数获取了变量的变量状态,然后使用If语句执行判断。
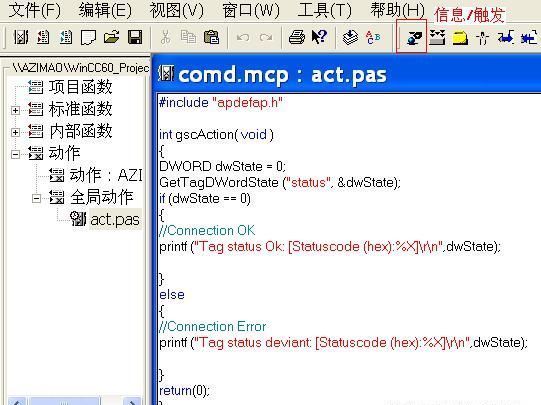
图8
在工具栏上点击“信息/触发”,(“信息/触发”按钮在V6.2系统中图标参考图8,如果是V7.0系统中图标参考图9)在属性选项板上选择“触发器”à“定时器”à“周期”,然后点击“添加”按钮,在弹出对话框中填写触发器名称“Action1”,然后定义“周期”5秒。这种组态(图10)会让此脚本在WinCC运行期间以5秒的时间间隔,循环执行。
图9
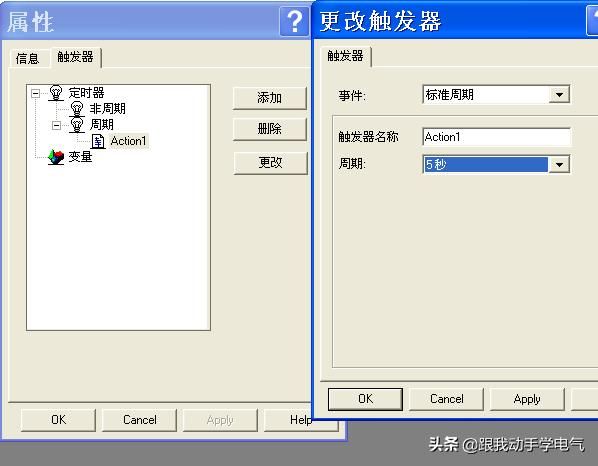
图10
注意事项:
1.项目运行前必须把计算机属性“启动”列表中“全局脚本行系统”给勾选上(图11)。
2.脚本的执行周期用户可根据项目自行修改,但是不建议执行周期过密。因为在WinCC系统中脚本是单进程的,如果脚本中有很耗时的执行过程,过密的执行周期会造成系统负担过大,导致脚本不执行或者系统运行缓慢等现象。
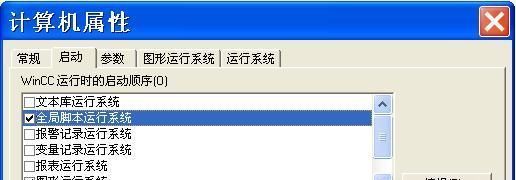
图11
4 CPU停机监控
这里需要注意一点,WinCC系统的默认设置是会监控CPU的STOP状态的,如果CPU打到STOP状态,也会显示通讯故障,通道诊断的错误代码“ 7001” 。这个默认设置可修改(图12),打开变量管理器,选择所用通讯协议,例如“TCP/IP”,点击鼠标右键选择“系统参数”,在对话框中选择 “CPU 停机监控”取消“激活”,则不对CPU的STOP状态进行监控。

WinAC是SIEMENS推出的基于PC的工业自动化控制系统兼具PC强大的计算功能数
据处理能力和PLC逻辑测控与运行可靠性特点本文介绍了WinAC在千层酥自动化生产线中的
成功应用及其*的特点
关键词:千层酥 烘炉 基于PC自动化 分布式控制系统 过程控制系统
一、概述
千层酥生产线总长度约200米主要由如下单元组成
1、叠层起酥机

叠酥机是生产饼干的*道重要工序可根据厂房的不同来选择立式或卧式其包括七道轧辊三次轧制配备撒酥机要求自动化控制系统满足如下要求:
传动控制采用矢量型变频器调速线速度同步工作稳定性高。
轧辊间隙采用数字化闭环调整系统控制操作简单方便快捷高效。
人机界面操控能与其它成型主机的相关部分实现联动控制操作简单方便。
叠层次数、宽度在范围内任意调节。
叠层宽度560-1000MM
叠层次数4-12层
压片厚度0.1-10MM西门子PLC模块6ES7332-5HD01-0AB0
2、送料机
送料机将搅拌好的韧性饼干胚料进行初步轧制后输送到后一工序的双轧轧面机电控系统要求能够同步调速控制手动调节与自动运行控制。
3、双轧轧面机
该设备是将叠酥机或送料机输送来的面胚进行多次轧制使面胚由厚变薄电控系统要求;
轧辊采用变频调速控制,速度同步性能稳定;
精确控制面皮厚度采用智能数字表设定与显示。
4、烘炉
有热风循环烘炉远红外线烘炉导热油炉等
饼干烘烤炉是饼干生产线的重要组成部份由电器控制系统热风循环系统加热系统排烟
系统炉网输送装置炉网自动检测张紧装置等组成要求自动化控制系统达到如下功能:
生产线工作状态的实时监测
温度坐标升温曲线等显示
温度调节系统参数在线修正
历史工作状态记录保存
温度控制精度高操作方便工作稳定高效可靠
热风循环系统采用自动控制热风量,闭环控制,可选择自然与强制性排烟等自动功能
燃气炉欠压、超压、漏气、超温等多种安全保护功能
5、成型机
成型机由多台轧面机与传动单元组成相互之间无机械传动联锁无张力检测单元要求整条生产线通过电器控制线速度同步运行控制难度较大对自动化系统的功能要求较高。
二、控制系统特点
综上所述千层酥生产线控制系统是一个集运动控制与过程控制的综合自动化控制系统归纳起来应有如下特点:
分布式:生产线总长度约200米,控制点多而且分散,因此选用分布式测控系统zui为适宜,分布式测控系统具有布线量少,搞干扰能力强,扩展维护方便,运行安全可靠,故障风险降到zui低的优点。
总线网:全线采用现场总线网络控制,排除大量模拟信号的干扰因素,实现精确的速度协调控制与高精度温度测控,检测与控制协调*。
大量配方存贮:一条生产线可生产上百种产品,因此有大量的配方存贮与调用,普通的PLC控制器由于受内存的影响,很难做到大量配方的存贮与调用,因此基于PC自动化是本系统的*方案。
集中管理:分布式控制,集中式管理是现代过程控制系统的特点,本系统配备完善的人机界面操作系统,全面的系统监控与异常报警功能。
运动控制:速度同步也是本控制系统的关键,采用矢量型变频器通,过网络主令控制,达到全线速度的协调与统一。
三、基于PC 的自动化---WinAC
WinAC是SIEMENS公司推出的基于PC的自动化控制系统,WinAC具有PLC的功能但又不同于普通的PLC控制器,其具有强大的计算功能、数据处理能力和PLC*的计算速度,更兼顾了PLC的运行可靠性特点。其海量内存贮器特别适合于大数据量计算、大量配方存贮与管理。其计算功能与PC机相同,可靠性与功能更可与PLC-S7-400系统比美,是千层酥成型机与烘炉机械设备控制系统的选择:
*性
WinAC是基于标准的WINOOWs操作平台下的PLC控制器,梯形图编程,因此有独立而严格的时序。控制特别满足对于高速、精确、复杂计算及严格时间要求的控制任务。
WinAC支持标准的WINOOWs NT 下的OPC、Active X 和DCOM 技术。控制和通讯内核与标准的WINOOWs NT任务的通讯由其内置的代理服务器完成,因此相比普通的PLC控制器功能更强。
应用程序开发环境
SIEMENS统一的组态软件STEP 7 是WinAC控制器的标准开发平台,包括通信组态、编程、测试和启动以及系统文件的编制,对于熟悉STEP7的工程师,不需占用额外的培训时间。

系统组态界面
开放式接口
WinAC提供标准的OPC控件接口及Active X控件接口,对于我们的应用提供了*的方便。
OPC 过程控制OLE 是一种通过WINOOWs NT应用程序自动存取数据的标准,也是WinAC的标准特性。使用OPC服务器可以访问控制驱动程序中的过程数据:Active X 控件接口,不用编程直接从OLE 标准应用程序访问过程数据。这种功能使得我们可以在软件开发中借助于高级语言Visual Basic进行更复杂的应用开发。
计算功能
WinAC提供强大的计算功能,与工业过程数据,之间建立起一条工作数据链路。使得上位计算机能够实时处理过程数据,完成复杂的测量控制与故障分析计算,并能够在Visual Basic中创建自己的HMI 前端或在大家熟知Excel中做统计分析。在过程控制和PC 应用程序之间管理数据信息流量。允许高效、简便地访问并能显示和修改过程数据。对于数据处理量大,要求内存高的过程控制系统,一般的PLC控制器难以胜任的工作,用WinAC则可以轻松解决,这是我们选用WinAC的理由,也是SIEMENS给我们提供了一个合适而且经济的解决方案。
四、系统原理结构

全系统成型机共有18台机组,每台机组配备一台TD-200和CPU224控制器,用于本机运行速度。面皮厚度的测控及参数显示与给定设定,其中9台轧面机的PLC兼控面皮厚度,实现面皮厚度闭环控制。18台PLC与18台变频器分布于生产全线,全部控制设备配备了-DP通讯接口板,通过一条高可靠的PROFIBUS-DP现场总线组网,实现统一的网络结构,分布式的控制系统,方便的就地控制与操作。
除每台机组可以单独设定参数并监控运行数据外,成型机控制区设有一台触摸式人机界面,通过PROFIBUS-DP网络负责对成型区全部设备的实时监控。在烘炉区设一台15寸的屏式计算机,通过PROFIBUS-DP对全生产线的设备进行人机操作与监控、人机对话、数据存贮、报表打印、生产管理。
全生产线的主控制器是*控制器WinAC, 担负着生产线的主控PROFIBUS-DP网络管理及网络服务器的任务控制系统的软件核心配方数据库均由WinAC控制器完成为避免报表、打印、人为操作对控制系统产生无法预测的影响,本系统采用了在软件WinAC控制系统基础上研制的硬件控制器--WBC416, 除保存了基于PC自动化完整的优点与特点外,更有设计坚固、可扩展性强、坚固的外壳设计电子硬盘无风扇结构的特点。整体的结构设计针对抗振动抗冲击的高防护等级。集成的接口:USB、 10/100M以太网接口、PROFIBUS-DP/MPI工业现场总线系统铸就了其主控制器的地位也保证了系统的高档与*。
轧面机面皮厚度控制系统
轧面皮厚度测控系统由光栅传感器、PLC 、步进电机组成闭环实时监控系统。
面皮厚度通过KA-300光栅检测,检测精度为0.02mm。
厚度反馈值由PLC处理后进行PID计算并控制步进马达,形成闭环控制系统,消除机械累积误差。
闭环控制系统能够实时在线校正厚度。提高产品质量。
五相步进马达,步角0.72度 输出频率9KHz,V=1.95 A=0.75 N.M=0.45(4.5公斤力)

烘炉温度控制系统
烘炉温度分为8个区每区温度都是一个闭环测控系统并配备有智能算法控制精度
可达到+1OC.
的热电偶模块进行温度采集面温与底温分别控制
控制可控硅调功器从而控制温度.
SCR调功器的输入信号为0—10V, 输出功率可连续调节三相平衡式调功器共8个调
功器
温区烟囱根据配方调节开度进行流量控制
自动检测钢带打滑并自动调整
智能闭环控制算法,自适应参数整定功能
中控站可进行温度设定与温度监视


- AB 9300-RADES 模块
- 6ES7490-1AA00-0AA0现货
- 辛辛那提 3-542-1340A 板卡
- NI SCXI-1120D 模拟量输入调理模块
- 6ES7408-1TA01-0XA0品质保证
- AB 1734-FPD 模块
- AB 1761-CBL-AS03 线缆
- 6ES7478-2DA01-0AC0新品热卖
- AB 1756-A17 模块
- 6ES7440-1CS00-0YE0新品上架
- SCHNEIDER ATS48C32Q 启动器
- AB IC200ALC230G 模拟量模块
- 6ES7407-0DA00-0AA0现货
- 松下 MSD023P1E 驱动器
- 6ES7416-3XL04-0AB0产地
