

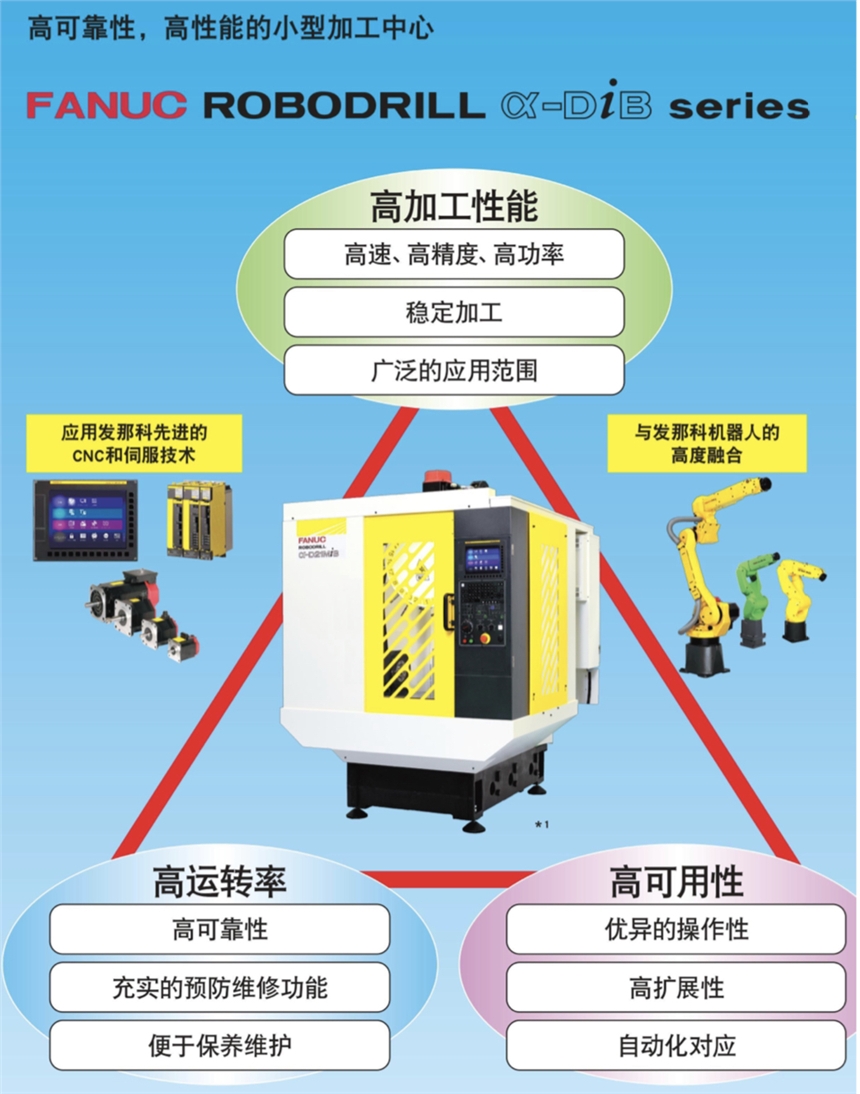







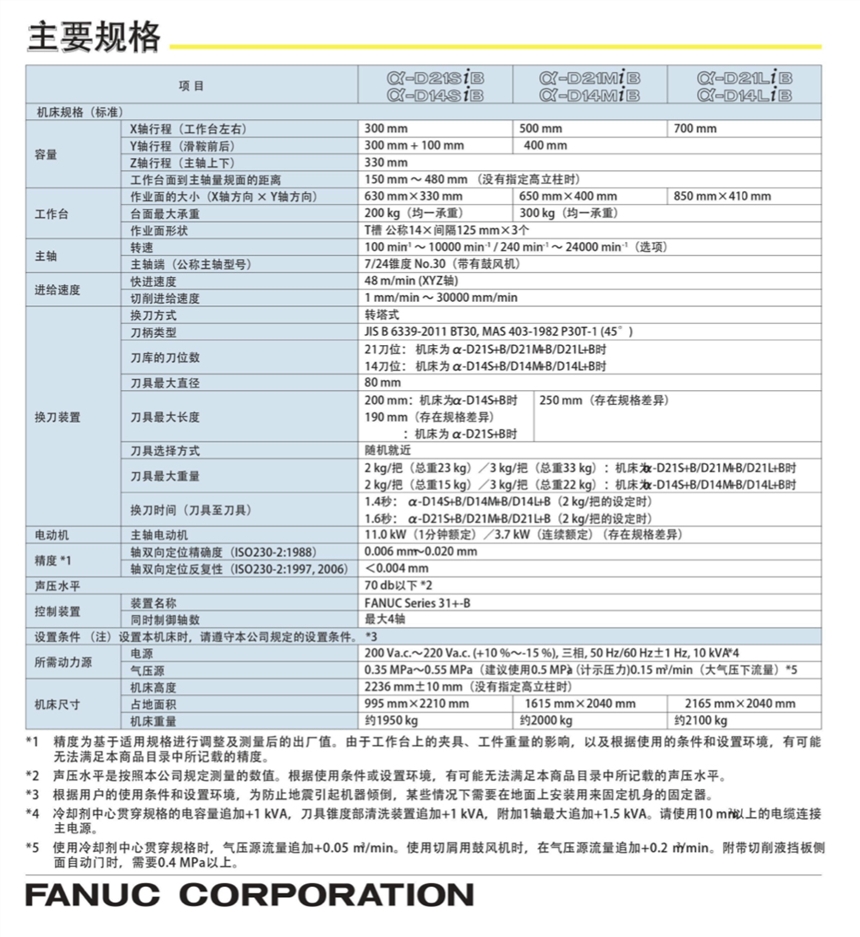
发那科/FANUC高性能立式加工中心 a-D21LiB/a-D14LiB
| 型号 | 单位 | a-D21LiB/a-D14LiB |
| X轴行程 | mm | 700 |
| Y轴行程 | mm | 400 |
| Z轴行程 | mm | 330 |
| 主轴中心至立柱轨面距离 | mm | 150~480 |
| 工作台面积 | mm | 850x410 |
| 工作台荷重 | kg | 300 |
| T型槽 | - | 3x14x125 |
| 主轴转速 | rpm | 10000/24000 |
| 主轴孔锥度 | - | NO.30 |
| 主轴马达功率 | KW | 3.7/11 |
| X/Y/Z轴快速进给 | m/min | 48 |
| 工作台切削进给 | m/min | 30 |
| 刀具长度 | mm | 250 |
| 刀具重量 | kg | 3 |
| 刀仓容量 | - | 14/21 |
| 刀具直径 | mm | 80 |
| 换刀时间 | sec. | 1.6(T-T) |
| 选刀方式 | - | 随机 |
| 电源需求 | KW | 23 |
| 气压源 | kg/cm | 5.5~6.5 |
| 标准控制器 | - | FANUC 31i-B |
| 机械重量 | mm | 2100 |
发那科FANUC发展历史
1956
日本私营部门的个NC成功开发;从那时起,FANUC继续在他们的产品中开发新技术;FANUC的历史已经被公认为CNC本身的历史;日本私营部门的个数控机床已成功开发;
1956
日本私营部门的台数控和伺服系统已成功开发;
1958
台商用FANUCNC被运往牧野铣床有限公司;
1959
在日本开发了条连续路径NC;研制了台电液脉冲发动机;电液脉冲发动机;
1960
个开放环NC,FANUC220被开发出来;
1965
台数控线切割机床在日本取得了历史性的发展;
1966
研制了种全集成型数控机床;
1968
世界上台商用DNC已经完成;
1969
开发了全模块化FANUC;
1973
富士通FANUC公司成立并独立于富士通有限公司;介绍了FANUC;数控钻床的研制;
1974
机器人是在FANUC工厂开发和安装的;S. Inaba博士,总裁FANUC获得了第六年度“约瑟夫·玛丽·雅纪念奖”由美国数控的;直流伺服电机的生产和销售都在Gettys制造有限公司开始,公司执照;
1975
线切割放电加工机已完成;
1976
通用数字公司联合成立的美国FANUC和西门子公司
1977
中小企业工程引文被授予S. Inaba博士,总裁FANUC;保加利亚饰S. Inaba博士“Madarski Konnik度”;自动化系统实验室开放了;FANUC美国公司成立;商业生产和发货的机器人开始(robot-model 1);
1978
韩国数字公司是由FANUC、华川机械厂有限公司共同组建,公司FANUC欧洲SA成立;
1980
fanuc-machinex联合办事处在保加利亚成立;FANUC英国有限公司成立;FANUC德国有限公司成立;富士工厂完工了;
1981
fanuc-machinex公司成立于保加利亚(原名FANUC机联合办公室);昭和授予“紫丝带”S. Inaba博士勋章;
1983
FANUC机电有限公司成立于卢森堡大公国;技术培训中心开业了;gmfanuc机器人公司共同在美国建立了以FANUC和通用汽车;通用汽车和S. Inab;7月1日,公司名称由富士通FANUC公司改为FANUC有限公司;9月19日,当时的英国首相Lady Margaret Thatcher访问了富士富士大楼;研制了交流伺服电机;
1983
600FANUC机器人有限公司是由FANUC和600group PLC英国共同成立;11月26日,卢森堡大公国的Price Henri殿下访问了FANUC富士山;
1984
7月11日,访问了FANUC富士山;当新总部落成,数控机床厂,注塑机厂,在富士山脚下的基础研究实验室,FANUC总部从日野市搬到那里,东京;全电动注塑机,“FANUC自动”的开发;
1985
FANUC系列0研制成功;大公爵卢森堡荣幸S. Inaba博士与司令德l'ordre大公爵德拉库罗讷德印经;
1986
在总部地区建立了中心技术中心、机器人装配厂和生产技术实验室;这份备忘录与通用电气签署了一项建立工厂自动化合资公司的协议;10月13日,昭和访问FANUC总部;台湾FANUC有限公司成立;通用法努克自动化公司在美国共同建立的,通用电气FANUC;根据新的合资公司,成立了三个运营公司,即通用电气FANUC自动化美国北方有限公司,在美国,GEFANUC自动化欧洲SA在卢森堡和FANUC自动化亚洲有限公司在日本成立;亚洲公司成立于1987;数字伺服完成;
1987
S. Inaba博士获得了“J. F. Engelberger奖技术开发的机器人工业协会;建立了FANUC医疗中心和FANUC历史艺术资料收集中心;S. Inaba博士荣获“1987·尤金商人制造奖章”由美国ASME /中小企业;研制了CO2激光器;
1988
产品开发实验室在总部地区构造和调入Hino,东京;6月23日,Prince Willem Alexander殿下访问荷兰FANUC总部;
1989
筑波工厂建成了;建立了FANUC文化中心;建立了自动化技术推广的基础;S. Inaba博士被授予“大官德l'ordre de Mé礼杜大杜赫éde卢森堡”由卢森堡大公;
1990
陛下授予“蓝带”S. Inaba博士勋章;
1991
一个纪念碑矗立在的参观纪念昭和FANUC(其我做或“建筑将它命名为Akebono Kan);构建了系统的工厂和隼人厂;
1993
S. Inaba博士当选的美国外籍院士;gmfanuc机器人公司改制成为股份公司的全资FANUC,FANUC机器人有限公司,连同其附属公司,FANUC机器人有限公司,和美国北部,FANUC机器人欧洲有限责任公司;晋城信息网北京FANUC机电有限公司是由FANUC和北京机床研究所对机械工业部联合成立;印度FANUC私人有限公司是与印度本地公司合资成立的;
1993
4月20日,卢森堡王储殿下访问了FANUC;
1994
tatung-fanuc Robotics公司联合成立台湾FANUC、大同公司、通用法努克自动化公司;
1995
FANUC GE自动化新加坡有限公司是由新加坡FANUC和通用法努克自动化公司共同成立;S. Inaba博士被授予“第二课堂秩序的神圣宝藏”;
1996
5月16日,尊贵的拿督马哈蒂尔·博士,马来西亚首相访问了FANUC总部;
1996
上海FANUC机器人有限公司是由上海FANUC和机电产业投资公司在形成;新的伺服电机厂建成;
1998
5月15日,他exellency Natsagiin Bagabandi先生,蒙古和Natsagiin Bagabandi夫人参观了FANUC;
1999
4月8日,国王和皇后访问日本FANUC与殿下大公爵和卢森堡公爵夫人;对16i系列数控商业生产开始;
2000
钣金厂和自然厅已经竣工;FANUC印度有限公司改组为FANUC全资公司;10月15日,Chinese Zhu Rongji访问了FANUC;
2001
新工厂和研制中心Roboshot完成;
2003
FANUC越南有限公司成立;当地公司在俄罗斯成立;(FANUC自动化公司)5月20日,皇太子殿下访问了FANUC;智能机器人的商业化生产开始了;对30i系列数控商业生产开始;
2004
FANUC欧洲服务有限公司成立;FANUC智能机械销售公司成立欧洲;FANUC捷克公司成立;
2005
名古屋销售分公司成立;GE Fanuc自动化欧洲公司重组分拆为GE Fanuc自动化数控欧洲公司和GE Fanuc自动化解决方案欧洲公司Fanuc Roboshot欧洲有限公司成立;伺服电机和主轴电机厂已完成;
2006
新的压铸厂竣工;建立了匈牙利和法国FANUCFANUC智能机械服务;FANUC欧洲公司更名为FANUC欧洲有限责任公司;
2007
FANUC美国南部服务有限公司成立;通用电气FANUC自动化公司更名为GEFANUC智能平台公司;GEFANUC自动化欧洲公司更名为FANUC通用数控欧洲公司;FANUC服务有限公司、FANUC机器人服务有限公司和FANUC激光服务有限公司合并成为FANUC服务有限公司;波兰FANUC服务有限公司成立;FANUC北欧服务AB成立;筑波的工厂将生产部门的设备,也被称为akebonosugi(水杉)厂和名古屋技术中心共完成;
2008
FANUC瑞士服务有限公司成立;FANUC罗马巴斯和CNC工厂已经完工;
2009
与通用电器公司合资的决心和美国合资的FA操作被调入美国FANUC;genkotsu商业生产的机器人,并联机器人,开始;
2012
欧洲子公司重组成立了欧洲FANUC公司;
2013
在美国北部和南部的子公司进行了改组,成立了美国FANUC公司;
2015
cr-35ia协作机器人的开发;研制了光纤激光器;robodrill量达到200000台;机器人体积达到400000台;
2016
Roboshot量达到50000台;数控体积达到3600000台;构建了壬生的工厂。
发那科/FANUC高性能加工中心产品介绍
诞生于上个世纪70年代的FANUC ROBODRILL小型加工中心,除了钻孔和攻丝加工外,还可以进行铣削、镗孔加工,广泛服务于机械、汽车零部件、IT精密零件、精密模具、模型等各个行业,加工领域也根据客户的要求不断扩大。其与智能机器人融合的机床上下料系统,集生产、稳定运行、节约空间等优势于一体,更是发那科强大系统集成实力的体现。a-D21LiB Plus/a-D14LiB Plus
日本发那科FANUC钻攻中心的小型加工中心。
1、加工速度、加工精度及加工效率高。FANUC独特的换刀机构降低了10%的换刀时间,切削对切削仅需1.6秒。稳固的主轴结构提升了机床的稳定性。a-D21LiB Plus/a-D14LiB Plus机床的工作台承重300公斤。a-D21MiB Plus/a-D14MiB PlusFANUC钻攻中心满足汽车零部件、电子通讯、医疗等各个领域的客户需求。
发那科加工中心加工深孔及小孔径的钻孔,可以进行深孔(L/D=30以上)和小径(Φ0.1左右)的钻孔加工。
2、发那科加工中心在汽车零部件加工可借助高刚性的机构进行强力切削,在铣削、镗孔、侧面切削加工中,也能够实现理想的加工效率。也可进行多面加工和轮廓加工,可以加工各种不同类型的汽车部件。
发那科加工中心对电器及小部件加工通过高速进轴、高速主轴、五轴高速加工中心佳的加减速控制,可以缩短循环时间,实现生产。适合于从铝等轻金属的高速切削到不锈钢零件的切削。a-D21SiB Plus/a-D14SiB Plus法那克加工中,FANUC a-D21SiB/a-D14SiB加工中心/钻攻中心
3、高精度高稳定性
1)FANUC小型加工中心装备超高分辨率的脉冲编码器,进行以纳米为单位的插补和反馈,五轴高速加工中心小的精度单位可设置0.0005mm.。
2)纳米插补,AI轮廓控制II(选购件),冲击控制(选购件),NURBS插补(选购件),纳米平滑加工(选购件),快速数据服务器(选购件)。
4、AI热变位补偿功能
标准配置的三轴AI热变位补偿功能,对主轴及进给轴的动作所引起的热变位进行补偿处理,以确保加工的高精度。a-D21MiB/a-D14MiB
5、AI轮廓控制II,HRV控制发那科加工中心
1)借助伺服延迟大幅减少形状误差a-D21LiB Plus/a-D14LiB Plus
2)借助AI轮廓控制II可实现极其平滑的加工表面。这点是电子消费品类加工特别严格的!
6、机器人自动化生产线a-D21SiB Plus/a-D14SiB Plus
FANUC公司本身也生产机械手产品,也是使用FANUC系统,在产品兼容性完全没有问题,使客户在将来要组建自动化生产线时,无论是从小的加工单位还是大规模的流水生产线,更容易兼容及方便。发那科小型加工中心发那科钻攻机a-D21MiB Plus/a-D14MiB Plus
7、使用领域更广,多方面分解了客户有风险FANUC小型加工中心除了可以加工精密零件加工外,同时也可以加工模具的铜电极,假如在客户的定单不很充足时,也可以接类似铜电极的加工。
8、四轴/五轴联动加工FANUC小型加工中心是市场上拥有四/五轴联动加工技术的厂家之一。a-D21SiB/a-D14SiB,a-D21MiB/a-D14MiB,a-D21LiB/a-D14LiB,FANUC,FANUC钻攻中心,FANUC钻攻机,FANUC加工中心,FANUC攻牙机,FANUC钻铣中心
9、高刚性主轴,除了正常的钻孔,攻丝加工外,五轴高速加工中心大的优势是在铣削及镗孔加工:
无论是10000转还是24000转的主轴,均是11Kw/3.7Kw(1分额定功率/连续额定功率):也就是说FANUC机床的主轴可在短时间内做刚性的加工动作,比如粗铣,镗孔。整套系统实现了FANUC机器人与加工中心的无缝连接,有着广泛的自动化应用基础:a-D21LiB/a-D14LiB
10、加工中心能机器人LR Mate 200iD五轴高速加工中心大负载为7 kg,重复定位精度0.02mm,能轻松应对较大、较重工件的快速上下料,在保证精度的前提下提高生产效率 LR Mate 200iD自重仅25 kg,适合狭窄空间场合的作业;并采用高刚性手臂和五轴高速加工发那科小型加工中心发那科钻攻机a-D21MiB Plus/a-D14MiB Plus
11、在高速动作时不易振动,实现高速平滑的运动性能ROBODRILL配有五轴高速加工中心新的FANUC-31iB数控系统,主轴采用高功率规格,五轴高速加工中心高转速24000 r/min,尤其适合高精度模具的加工 ROBODRILL侧门为气动门,能够与机器人实现联动,缩短系统节拍 FANUC铜电极加工率解决方案。发那科小型加工中心发那科钻攻机

- 陕西三菱 LX40C6-CM代理商
- 青海三菱LX-030TD假一赔十
- 全国三菱可编程控制器FX3U-16MT/ES-A假一赔十
- 陕西三菱FR-D740-2.2K-CHT技术支持
- 福建三菱可编程控制器FX3U-48MR/ES-A假一赔十
- 黑龙江FR-A820-2.2K
- 安徽三菱 LX40C6-CM现货供应
- 国外三菱原装正品FX3G-60MR/ES-A 假一赔十
- 湖北三菱原装正品FX3U-64MT/ES-A假一赔十
- 陕西三菱MR-JE-200A 假一赔十
- 宁夏三菱FR-E740-7.5K-CHT假一赔十
- 内蒙古三菱PLC厂家FX3G-40MT/ES-A假一赔十
- 浙江三菱PLC厂家FX3U-48MT/ES-A假一赔十
- 河南三菱plcFX3U-32MT/ES-A假一赔十
- 内蒙古三菱plcFX3U-48MR/ES-A假一赔十
