产品简介

详细说明
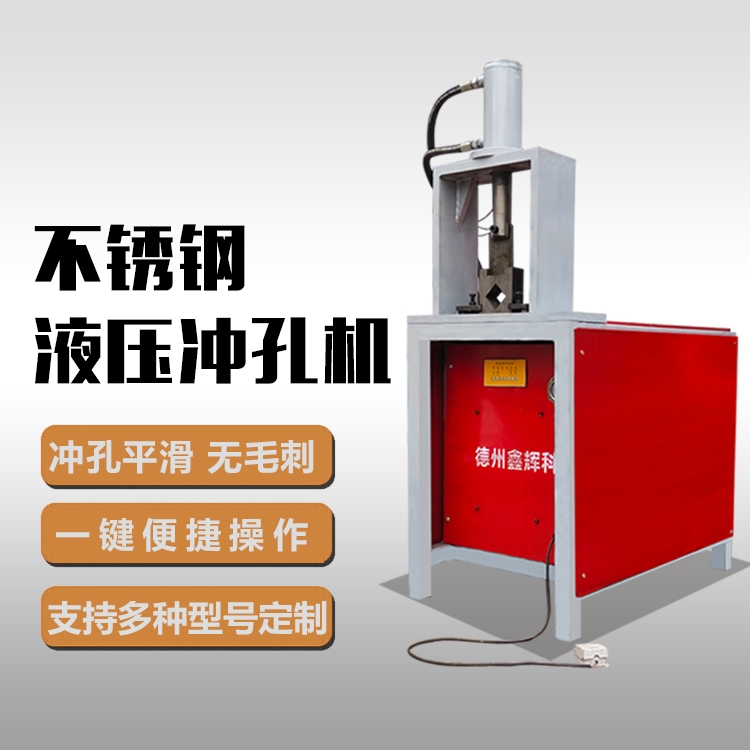
圆管冲孔机 方管冲孔机 槽钢冲孔机 天津
点动绿色“启动”按键,为启动电机!点动红色“停机”按键,为停止电机
点动“自动/手动”选择按键,为自动和手动切换,若手动灯亮为手动模式,侧按电脑版上的“上升”或“下降”;自动灯亮,为自动模式,侧为脚踩开关一次为自动运行一次点动“半孔/全孔”选择按键,为半孔和全孔切换。若半孔灯亮为半孔行程,半孔的行程为油缸后侧的感应螺丝栓在高回位感应器和中间半孔感应器之间下降、上升;若全孔灯亮,为全孔行程,全孔的行程为油缸后侧的感应螺丝栓在高回位感应器和低全孔感应器之间下降、上升。
在手动模式下,按住“下降”或“上升”按键,油缸根据按键下降或上升
按键“冲孔/冲弧”为系统选择切换,冲孔的系统为全统冲孔行程均由回位感应器出发行至半孔感应器或全孔感应器处返回!若冲弧灯亮着,则为冲弧系统,行程改为:停在半孔感应器处,下降行至全孔感应器处再上升至回位感应器处再返回半孔感应器处!均用作冲弧口或剪上下面而才用的系统程序
熟悉按键后,在自动模式下,全孔行程,踩住脚踏开关约30秒,进行油缸排空,直至油缸能够正常上下动作。
圆管冲孔机 方管冲孔机 槽钢冲孔机 天津安装模具
在机架后面做模具支撑架,建议保持水平性,支撑模具尾部高低微调节罗丝,尾杆长的模具中间也要支撑,防止下垂性,支架略低于模具安装机面,保持水平性容易调节把模具装进压块中间位置,冲针也要在缸头的凹位中间位置
装好模具后,调节尾部高低调节螺丝柱,进行水平调节,调至冲针一定要调得顺,可以轻松的上下拉动。插进管材进行试冲。严禁在没有管材时或冲针没调好进行空冲,否则会损坏模具.
圆管冲孔机 方管冲孔机 槽钢冲孔机 天津运行、维护
如果为多个工位,每个油缸上有一个油路开关,每次只能打开一个油路开关,只能单工位单独调试,不可以同时打开多个油路开关,关闭的油缸以一定要回到高回位感应器处且回位感应灯亮着才能关闭油阀,否则会导致电脑没信号接收,油缸不能正常正作。
装好模具后,插进管材进行冲孔,严禁在没有管材时进行空冲,若多工位的机器,不工作的油缸,建议冲针不上缸头。
在冲全孔时,如果没有冲穿就自动返回,请把下面的全孔感应器往下移。
在冲半孔时,如果上面的孔没有冲穿就自动返回,请把中间的半孔感应器往下移,如果已经冲到了管的下面,请把中间的半孔感应器往上移,调的位置冲针刚好过中模下落面为宜。
冲孔吃力时,检查冲针的刀刃是否已经钝化,如果已经钝化请把冲针拆下来磨一下,或向厂家购买新的冲针。
液压油的温度应控制在30~60℃之间。天气寒冷时,应先开机空运行一段时间;长时间连续冲孔时,应经常检查油温是否过热;炎热的夏季不要全天作业,要避开中午高温时间。
工作10000小时或使用四年后(先到为准),请更换液压油并检查液压油缸、液压油泵是否损坏。
圆管冲孔机 方管冲孔机 槽钢冲孔机 天津接电时看清楚所购买的机器用的,380V的一定要注意是四相电,三条火线一条零线,加够足够的液压油
首先把模具位置安装好,确保冲针在缸头的凹压位
试模时,一定要穿管试,用手动试冲,试冲好后才用自动
半孔行程要调好,调到冲针刚好过中模的下料位就行
在线询盘/留言
免责声明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,本网对此不承担任何保证责任。我们原则 上建议您选择本网高级会员或VIP会员。
企业信息
最新供应
- 6ES7405-0DA00-0AA0现货
- 6ES7461-1BA01-0AA0新品上架
- 6ES7416-2XK00-0AB0质保一年
- 6ES7403-1JA00-0AA0量大从优
- 6ES7405-0DA02-0AA0质保一年
- 6ES7414-1XG02-0AB0质保一年
- 6ES7403-1JA11-0AA0品质保证
- 6ES7461--0AA00-0AA0新品热卖
- 6ES7400-1JA11-0AA0量大从优
- 6ES7416-2XL00-0AB0量大从优
- DEC 54-24631-01 主板
- 6ES7407-0KR02-0AA0质保一年
- WATLOW RMLA-55AB-A1AD 模块
- 6ES7422-1BH11-0AA0原装正品
- INTEK INTEK PLUS IGRAB_M V 3.1 板卡
推荐供应
