
多层塑料储物箱模具全套
周转箱注塑模具
温馨提示:急报价做注塑模具咨询热线:18857609316 陈总【热线:0576--89881100】
小霞模具有强大设计团队可接受:提供样品,或者,三维图纸,二维图纸,可以报价开模,欢迎您来咨询报价!

|
型号: |
按要求定制 |
|
腔数: |
1出1 |
|
模架: |
LKM, ISM标准,HASCO 或按照客户要求 |
|
模具材质: |
P20, 718H, H13, 2344, 2316, NAK80 |
|
模具流道系统: |
冷流道/热流道 |
|
设计软件: |
UG; PROE; CAD |
|
塑料材质: |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
模具寿命: |
500,000次-3,000,000次 |
|
模具尺寸: |
根据产品设计 |
|
模具重量: |
根据产品设计 |
|
样品: |
根据产品设计 |
|
普通模具交货期: |
35-50天 |
|
高要求精密模具 |
55-85天 |






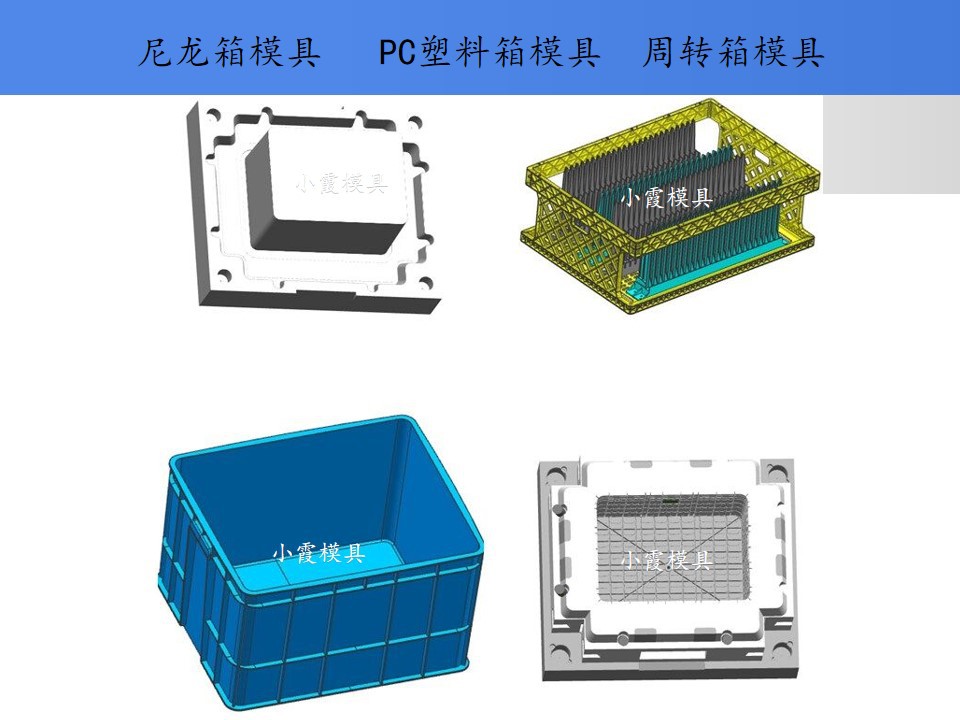
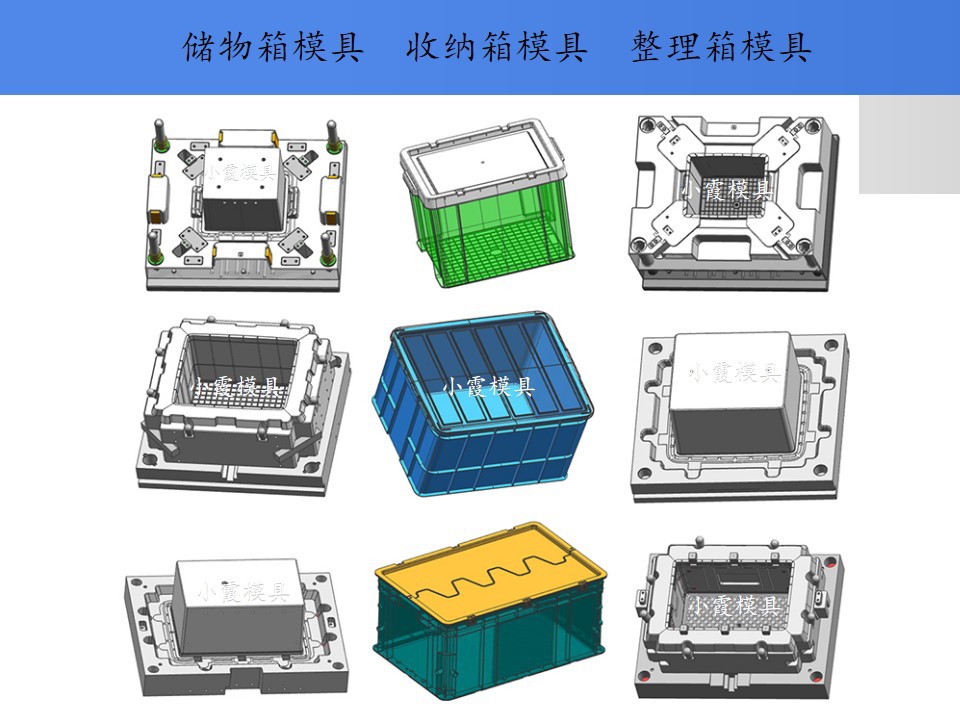

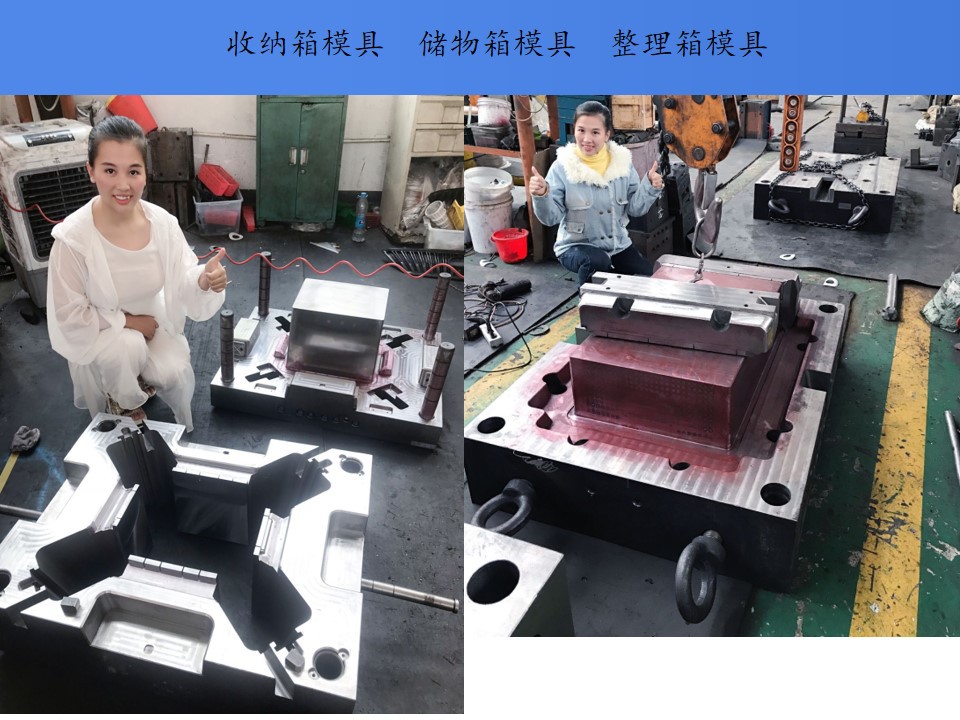





周转箱模具 塑胶箱模具 收纳箱模具 储物箱模具
浇口位置的选择应使塑料流程短﹐料流变向少。 浇口位置选择应有利于型腔内气体的排出。 浇口位置的选择应减少或避免塑件的熔接痕增加熔接牢度。 浇口位置的选择应料流将型腔﹐型蕊﹐嵌件挤压变形。 冷料穴是用来储臧注射间隔期间产生的冷料头的﹐冷料进入型腔而影响塑件质量﹐并使熔料能顺利地充满型腔﹐冷料穴又称冷料井。 钩形(工形)拉料杆 拉料穴﹕A.带顶杆﹔ B.不带顶杆 结构设计需要哪些知识
个人见解,仅供参考! 对一个作结构的新手来说,至少要搞清楚模具(塑胶模/压铸模/五金模)方面的原理; 模具制造工艺(也就是说你将来作图时要考虑能不能出模,怎样出模,是否是方便模具制造,以及影响模具的使用寿命等) 模具工作原理(就是说你在作图时要考虑此产品的出模方式会不会影响以后的正常生产;如注塑缺陷,生产效率低等) 首先,你要搞清楚你面对的产品类型;(家电类,通讯类还是其实的)因为每个类型它的行业标淮/测试标淮等都是不同的;这些都会影响到你以后作图的.
其次,在满足产品功能的前提下尽可能的将图用的简单化,考虑到以后模具的便于制造与维修; 对注塑工艺要有相关了解;(如经常有顶白/顶高/困气/夹水线/气纹/气泡/托花/缩水等) 对塑料/五金的相关知识要熟悉;不同材质其特性.均不同;所以对设计中各个零件的要求来选材料是很重要, 这将影响以后你所设计的产品的成本,性等; 注塑件缺陷的原因及其补救方法 注塑件缺陷的特征 注塑过程不,因为模腔没有填满塑料或注塑过程缺少某些细节。
可能出现问题的原因 注塑速度不足。 螺杆在行程结束处没留下螺杆垫料。 运行时间变化。 射料缸温度太低。 注塑压力不足。 射嘴部分被封。 射嘴或射料缸外的加热器不能运作。 注塑时间太短。 塑料贴在料斗喉壁上。 注塑机容量太小(即注射重量或塑化能力)。 没有清理干净模具的防锈油。 止退环损坏,熔料有倒流现象。 增加注塑速度。 检查料斗内的塑料量。
日期:2023-8-4 辉
- 6ES7405-0DA00-0AA0原装正品
- 6ES7400-1TA00-0AA0产地
- 6ES7414-2XG02-0AB0质保一年
- 6ES7417-4XL00-0AB0量大从优
- 6ES7414-1XG01-0AB0库存现货
- 6ES7498-8AA00-8AB0产地
- 6ES7408-1TA00-7AA0库存现货
- 6ES7405-0RA01-0AA0库存现货
- 6ES7421-5EH00-0AA0新品上架
- 6ES7417-4HL04-0AB0库存现货
- 6ES7416-3XL00-0AB0现货
- 6ES7455-0VS00-0AE0品质保证
- 6ES7412-1XF03-0AB0模块
- 6ES7452-1AH00-0AE0新品热卖
- 6ES7416-2XK01-0AB0新品热卖
