
轴承齿圈(包括外齿圈和内齿圈)作为常用的机械传动轴承零件,特别是大直径齿圈通过感应加热淬火工艺进行表面强化应用相当普遍。
VA160235N型号外齿转盘轴承的尺寸参数:
|
型号 |
外形尺寸(mm) |
安装尺寸(mm) |
结构尺寸(mm) |
齿参数(mm) |
额定轴向静负荷(KN) |
重量(KG) |
||||||||||||||||||
|
|
Da |
D |
di |
H |
La |
Li |
n1 |
n2 |
φ1 |
φ2 |
D1 |
d |
b |
h |
B |
C |
Di |
da |
m |
z |
do |
x |
|
|
|
|
254 |
|
118 |
25.5 |
220 |
144 |
15 |
10 |
φ11 |
φ11 |
242 |
|
23 |
|
25.5 |
25.5 |
181 |
179 |
2 |
125 |
250 |
|
200 |
27.5 |
|
|
244 |
|
125 |
25 |
214 |
144.5 |
24 |
20 |
φ11 |
φ11 |
234 |
|
20 |
|
25 |
25 |
182 |
180 |
2 |
120 |
240 |
|
180 |
19.3 |
转盘轴承齿圈感应加热淬火有四种,沿齿沟感应淬火(gap-by-gap)、逐齿感应淬火(tooth-by-tooth)、回转感应淬火(spin hardening)、双频感应淬火。沿齿沟感应淬火、逐齿感应淬火工艺特别适用于直径大(可达2.5m以上)、模数大的外齿圈和内齿圈,但不适用于小直径和小模数齿轮(模数小于6)。
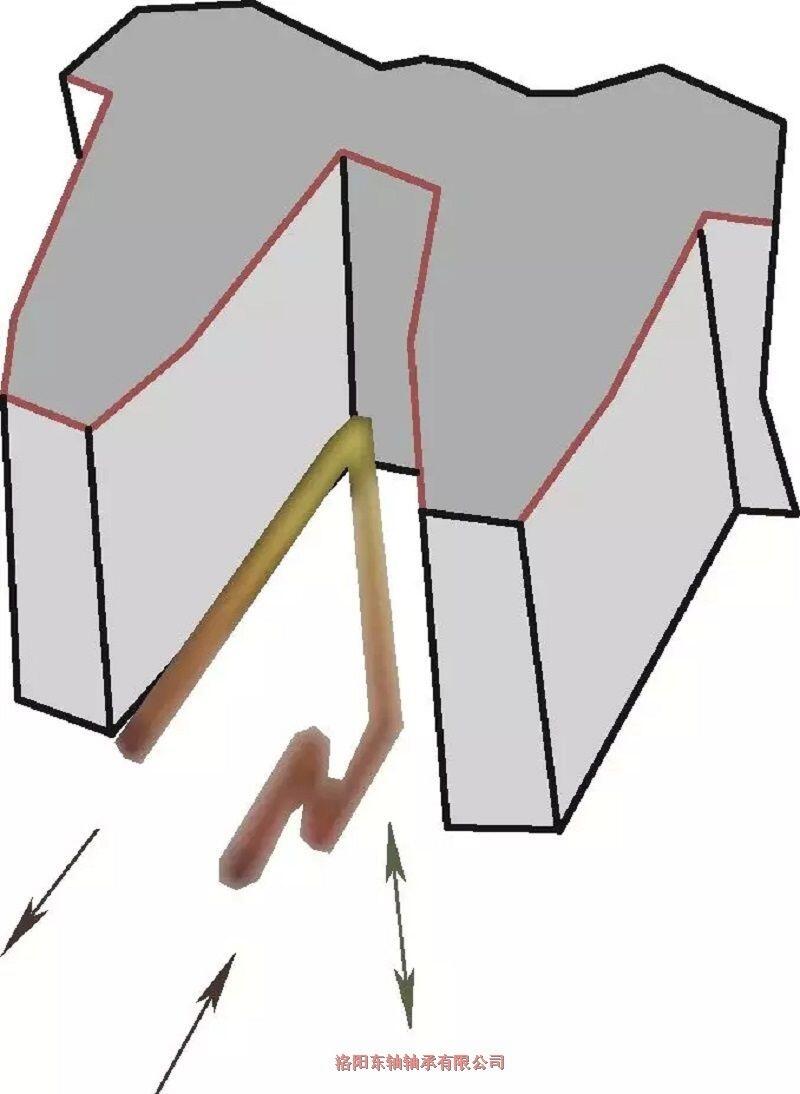
1. 沿齿沟感应淬火
使齿面和齿根得到硬化,齿顶中部无淬硬层(见图1)。此法热处理变形小,但生产效率低。
逐齿感应淬火
齿面硬化,齿根无硬化层,提高齿面的耐磨性,但因热影响区的存在,会降低齿的强度,如图2所示。
回转轴承感应淬火
单圈扫描淬火或多匝同时加热淬火,齿部基本淬透,齿根硬化层浅(见图3)。适于中小齿轮,不适于高速、重载齿轮。回转感应淬火
单圈扫描淬火或多匝同时加热淬火,齿部基本淬透,齿根硬化层浅(见图3)。适于中小齿轮,不适于高速、重载齿轮。
双频感应淬火
中频预热齿槽,高频加热齿顶,得到基本沿齿廓分布的硬化层。




二、沿轴承齿沟感应淬火工艺控制要点
(1)齿圈沿齿沟感应淬火常用频率为1~30kHz,感应器与零件的间隙控制在0.5~1mm。
(2)沿齿沟感应器产生的涡流呈蝴蝶状,根部电流密度。因此,感应器必须加装导磁体,利用其槽口驱流效应,增加感应器邻近齿根表面的电流密度,改善感应器的效率。
(3)需精确控制感应器与相邻两齿侧非常对称,并严格控制齿侧和齿根的间隙。
(4)合理匹配感应器的高度和导磁体的用量,保证齿面、齿根的加热温度均匀一致,防止淬裂。
(2)分支回路感应器
主路居中,两支回路居两侧,主路电流是支路电流的两倍,可有效减少齿圈进、出端面的尖角过热形象。
感应器制造精度要高,轴承使用寿命长,使用中还需认真细致地进行调整,以避免轴承其早期损坏。





四、沿轴承齿沟感应淬火常见问题与对策
(1)淬硬层分布不匀,一侧硬度高、硬层深;另一侧硬度低、硬层浅。这是因为沿齿沟感应淬火与圆环感应器回转感应淬火相比,位置度很高,需要设计制造高精度定位装置,以保证齿侧与感应器的间隙高度对称分布。若不对称,还可能造成间隙小的一侧发生感应器与零件短路打弧,使感应器早期损坏。
(2)已淬硬齿侧退火。原因是辅助冷却装置调整不到位或冷却液量不足。
(3)感应器鼻尖部分铜管过热。在采用非埋入式沿齿沟扫描淬火工艺时,因感应器与零件间的间隙相对较小,受加热面的热辐射,以及鼻部铜管有限尺寸的约束,铜管极易过热烧坏,使感应器损坏。因此,感应器要保证有足够流量和压力的冷却介质通过。
(4)感应处理过程中轴承的齿圈的形状、位置变化。沿齿沟扫描淬火时,最后处理齿会胀出0.1~0.3mm。形变、热膨胀、感应器调整不当会造成零件与感应器相碰而损坏。因此,在决定感应器与齿侧间隙时要考虑热膨胀因素,并采用适当的限位装置来保证间隙。
(5)感应器导磁体性能退化。导磁体工作条件恶劣,处于高密磁场、高电流环境下,极易过热损坏(见图7),同时淬火介质、锈蚀都会使轴承性能退化。因此,要做好在转盘轴承的日常维护和保养。

- 6ES7414-2XG03-0AB0产地
- 6ES7405-0RA02-0AA0原装正品
- 6ES7416-2XL00-0AB0品质保证
- 6ES7451-3AL00-0AE0新品热卖
- 6ES7461--0AA01-0AA0质保一年
- 6ES7461-3AA01-0AA0量大从优
- 6ES7416-2XK02-0AB0现货
- 6ES7470--0AA00-0AA0量大从优
- 6ES7441-1AA04-0AE0库存现货
- 6ES7414-3XM05-0AB0库存现货
- 6ES7492-1AL00-0AA0原装正品
- 6ES7421-1FH00-0AA0质保一年
- 6ES7460--0AA01-0AB0库存现货
- 6ES7413-1XG01-0AB0新品热卖
- 6ES7490--0AB00-0AA0质保一年
