
MTO-265型号转盘轴承材料的说明:每个轴承套圈上均布安装孔,轴承套圈侧面有注油脂的油孔,并用油嘴塞住,防止漏油,方面轴承二次注入润滑脂,利于轴承的维护保养。排上的42CrMo4V7至9锥形润滑脂接头安装孔等间距跑道系统提供的预润滑尺寸无公差DINISO2768粗间隙位置轴承设计的径向间隙均按图纸生产 ,值为0.33。值为0.33。值为0.40。值为0.50。值为0.50。值为0.50轴向间隙。值为0.10。值为0.10。值为0.13。值为0.15个。值为0.15个。轴承的准确性,有时候会采用切割破坏性和无损性材料测试,也根据新的行业公认的方法进行的。超声波检测,由弗劳恩霍弗研究所开发)。
轴承的旋转环必须满足质量的要求,MTO-265型号转盘轴承它们经常被用作安全关键的机器部件。开发、设计、计算、制造和销售均严格按照ENISO9001:2000认证程序执行。
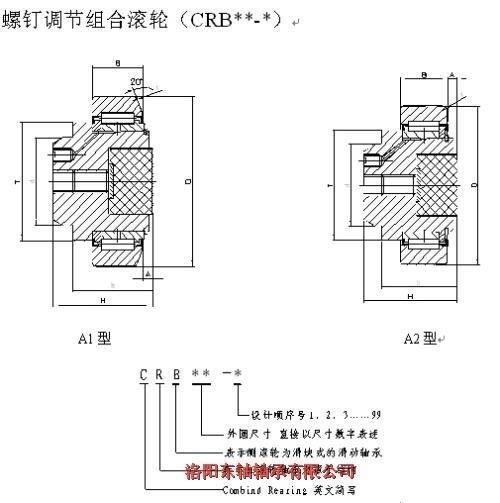
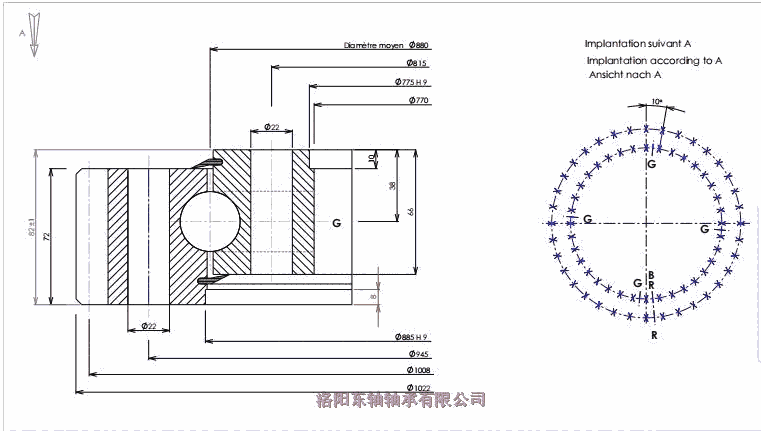
这是该型号轴承的大概参数:
|
P/N |
尺寸 |
||||
|
型号 |
Do |
Di |
H |
Hi/Ho |
G |
|
|
|
|
|
|
APPROX |
|
|
in |
in |
in |
in |
Ibs |
|
MTO-265 |
16.535 |
10.433 |
1.968 |
1.732 |
54 |
|
MTO-265T |
16.535 |
10.433 |
1.968 |
1.732 |
54 |



MTO-265T型号轴承轴承钢的表面处理及化学热处理
轴承钢小件的发黑处理
发黑液配方:NaOH(600~700g/L)+NaNO2(150~250g/L)。工作温度138~140℃,发黑时间45~60min。
发黑质量检查:
1)外观检查。置于日光灯下,工件离肉眼300mm观察,颜色应为均匀的黑色,不得有明显的花斑。
2)致密度检查。在标准溶液CuSO4·5H2O中浸渍1min(室温),无Cu析出即判合格。
3)防锈能力检查。将发黑件置于20℃、30g/L的NaCl水溶液中10min取出,在20℃以上的空气中暴露2h,目测,完全无锈为合格。
4)抗蚀能力检查。将发黑件放在20℃、50g/L的草酸溶液中8min取出,表面颜色为褐色、暗灰色、暗绿色均判合格。
5)牢固性检查。用手轻搓20个来回无擦伤即为合格。
6.2 轴承钢制工件的磷化处理
20世纪90年代,浙江工具厂等单位为外商生产了大量的45钢制丝锥、板牙,淬火、回火后需磷化处理,其工艺为:
30~35g/L的磷酸二氢锰铁盐(马日夫盐),80~100g/L的硝酸锌Zn(NO3)2·6H2O,游离酸度5~7点、总酸度60~80点,温度60~70℃,时间10~15min。


MTO-265T型号轴承质量的检验:
1)外观检查。用肉眼观察磷化膜表面应为灰色或暗灰色,结晶均匀、致密、牢固、完整。
2)耐蚀性检查。①浸入法。先将磷化件浸入3%NaCl水溶液中,在室温下保持15min,然后取出用自来水冲洗干净,在空气中自然干燥30min,或用压缩空气快速吹干,如表面不出现锈点,即判合格。②点滴法。吸取少许的组份溶液(71.05g的CuSO4·5H2O+132.9g的固体NaCl+0.1N的盐酸13.2mL+986mL蒸馏水),在室温下滴在磷化件表面上1min内不变色即为合格。
由于,轴承钢工件淬火后大多用250℃以下的低温回火,所以表面处理的温度应低于此温度,除了上述发黑和磷化外,还有些单位使用钼化处理和硫化处理。




- 6ES7414-2XG03-0AB0产地
- 6ES7405-0RA02-0AA0原装正品
- 6ES7416-2XL00-0AB0品质保证
- 6ES7451-3AL00-0AE0新品热卖
- 6ES7461--0AA01-0AA0质保一年
- 6ES7461-3AA01-0AA0量大从优
- 6ES7416-2XK02-0AB0现货
- 6ES7470--0AA00-0AA0量大从优
- 6ES7441-1AA04-0AE0库存现货
- 6ES7414-3XM05-0AB0库存现货
- 6ES7492-1AL00-0AA0原装正品
- 6ES7421-1FH00-0AA0质保一年
- 6ES7460--0AA01-0AB0库存现货
- 6ES7413-1XG01-0AB0新品热卖
- 6ES7490--0AB00-0AA0质保一年
