

东巨定制38CrMoAl内孔研磨棒 电镀结合剂CBN磨料圆柱形





名称:高精度CBN带柄砂轮/CBN磨头
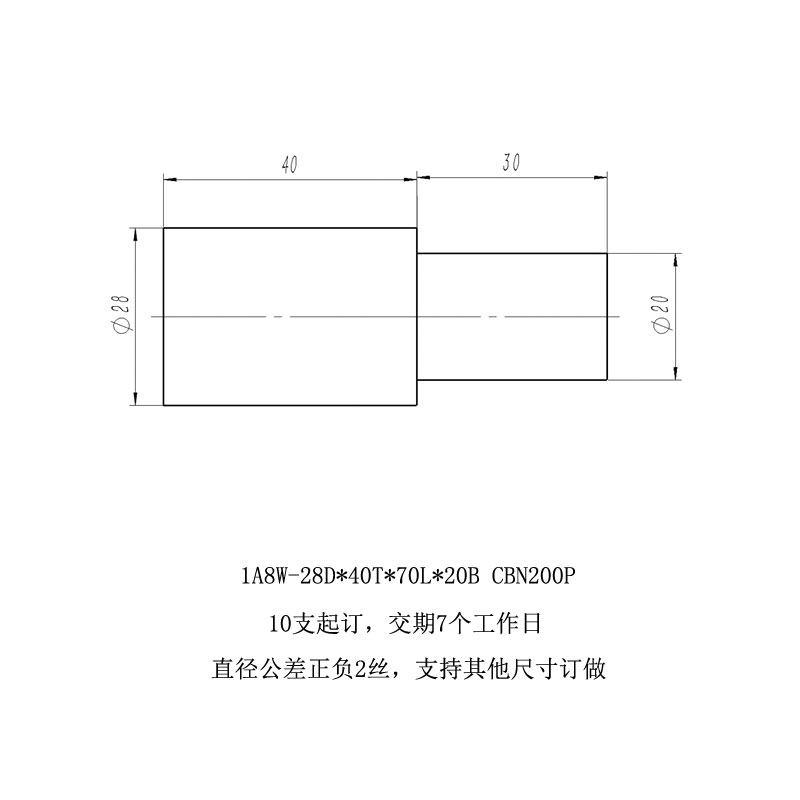
形状:圆柱
直径:28毫米
砂长:40毫米
总长:70毫米
柄径:20毫米
粒度:200目(如需其他粒度请联系客服)
公差:正负0.02mm
同轴度:0.01以内
磨料:立方氮化硼/CBN
结合剂:电镀结合剂
基体:轴承钢、45#钢、高速钢
加工方式:内圆磨削
加工条件:湿磨
加工对象:淬火钢、高温合金、 20CrMoTi 、38CrMoAl 、镍基合金
冷却液:冷却油基液
【特别说明】在磨削高温下,CBN磨粒遇碱性水溶液会发生化学反应,反应结果将使磨粒晶形破坏。所以,CBN砂轮磨削时,东巨磨具店工程师建议选用油性冷却液,而不能用水基冷却液。
适用设备:CNC数控加工中心、内圆磨床等
【机床选择】 建议满足以下要求
a. 必须具有较高的主轴精度,使用数控机床较为理想。
b. 要求机床主轴具有较高转速,且转速范围可以改变。
c. 机床工作必须平稳。
【电镀CBN带柄砂轮的制作流程】
45#钢→下料→调质处理→车削(粗车+细车+精车)→磨头基体→表面防护处理并电镀CBN磨料→上砂(磨料DL1,粒度150#、浓度200%、电镀金属结合剂)。
【电镀CBN带柄砂轮的磨削效果】
通过生产实践证明,采用电镀CBN带柄砂轮在数控加工中心上加工上述材料是可行的,砂轮刚性有较大提高,砂轮寿命比普通刚玉/碳化硅砂轮提高10~20倍。CBN磨头的磨削比是常规砂轮的50倍以上,磨削表面无发黑、裂纹,表面完整性符合成品要求,加工精度完全满足工艺技术要求。并且CBN磨头不需要修整,从而节省了修整工具及停机时间,使生产率大大提高,取得了明显的技术经济效益,具有广泛的应用。传统磨料逐渐退出历史舞台,超硬磨料将成为加工主流。
【东巨电镀CBN磨头的特点】
CBN具有极高的硬度,仅次于金刚石,它在耐热性和对铁元素呈化学惰性方面又优于金刚石,二者互补大大拓展了超硬磨料的应用领域。 由于CBN磨料具有耐磨性好、非亲铁性和高热稳定性强等优点,所以CBN砂轮在难加工材料的磨削中能够长期保持锋利状态、因而磨削力小,发热量小,磨削温度低,磨削零件精度高,生产效率高。电镀CBN磨头制作方便,砂轮的跳动完全由砂轮基体决定。电镀CBN磨棒不需修整即可使用,而且在镀层磨粒得到大限度地利用之后,磨头基体经修复可重新镀砂利用,既方便又经济,欢迎来图订购,东巨超硬磨具店竭诚为您服务!


























- 西门子全新原装手操器AZL52.00B1 特价供应未开封
- 西门子原装进口伺服电机 SQM48.497B9
- 全新SICK编码器AFM60A-BDNB018X12 绝对值
- SICK色标传感器德国KTS-WB9114115AZZZZZZ11078126
- LFP0530-G5NMCS37 SICK全新原装镜反射传感器原装正品
- 6ES7461-1BA007AA0原装正品
- 6ES7455-1VS00-0AE0现货
- 6ES7414-2XG01-0AB0新品热卖
- 6ES7468-1CC50-0AA0原装正品
- 6ES7414-4HM14-0AB0量大从优
- 6ES7405-0KR02-0AA0模块
- 6ES7408-1TX00-6XA0产地
- 三菱代理商,三菱L系列PLC,LPLC
- 6ES7408-1TA00-0XA0模块
- 6ES7408-1TA00-0XA0质保一年
