

订做内圆磨圆柱砂轮 电镀结合剂 CBN磨头6D8D10D 高速精密磨削高铬钢





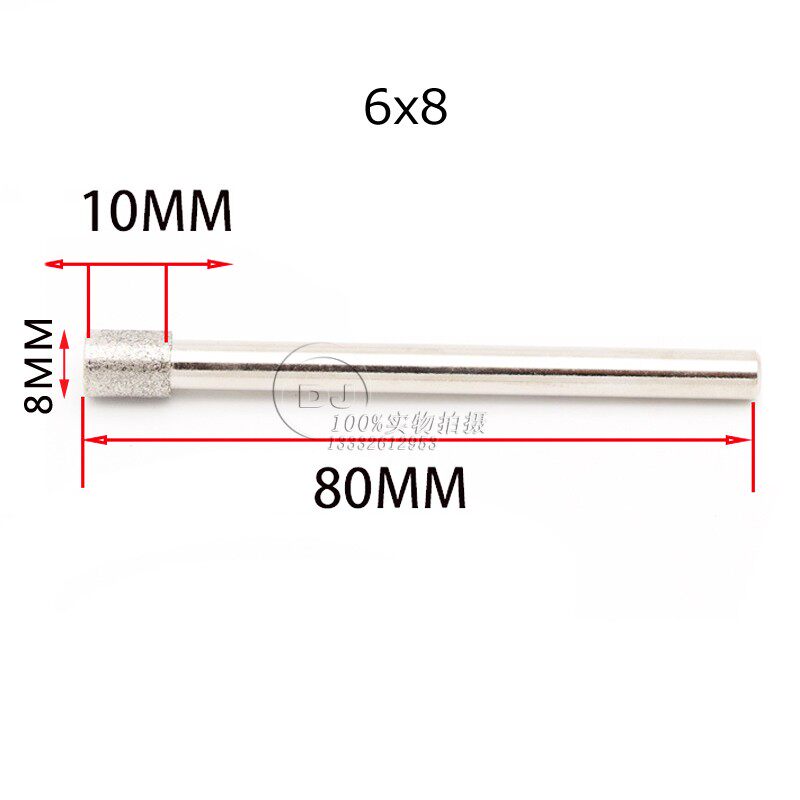

6D*10T*80L*6B CBN150P
8D*10T*80L*6B CBN150P
10D*10T*80L*6B CBN150P
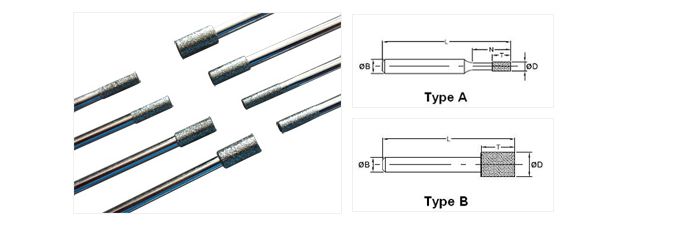
CBN带柄磨头 / 立方氮化硼磨头(用于粗磨150#和细磨320#),10支起订,全国包邮,支持开票。
CBN高速磨头用于高速钢,高碳钢,高铬钢,工具钢和模具钢的小孔径加工、修整,高速精密磨削和内部磨削,东巨磨具店,欢迎那您来图打样。

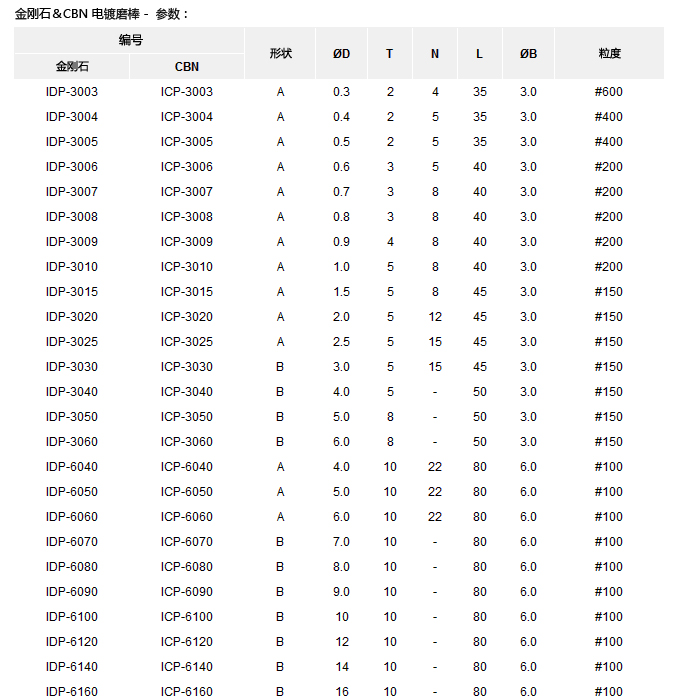














附录:如何选择合适的金刚石/CBN磨头尺寸?
1,内圆磨棒直径不宜太大或太小
磨内孔时,若砂轮直径太大,则砂轮与工件的接触弧随之增大,使磨削热增加,冷却和排削困难。若砂轮直径太小,难以达到 理想的磨削速度(30m/s~50m/s),使磨削厚度增加,磨粒所受的符合增大,容易磨钝,使内孔表面粗糙度增大,生产效率降 低。
为了获得良好的磨削效果,砂轮直径与内孔直径应保持适当的比值,此比值通常在0.5~0.9之间。当孔径较小时,只要问题是砂轮圆周速度低,此时应取大比值;当孔距较小时,主要问题是冷却和排屑困难,此时应去较小的比值。内圆砂轮直径选择可参考下表。
| 被磨孔的直径/mm | 砂轮直径/mm | 被磨孔的直径/mm | 砂轮直径/mm |
| 12~17 | 10 | 45~55 | 40 |
| 17~22 | 15 | 55~70 | 50 |
| 22~27 | 20 | 70~80 | 65 |
| 27~32 | 25 | 80~100 | 75 |
| 32~45 | 30 |
|
|
2,内圆磨棒工作宽度不宜太宽或太窄
内圆磨削时,如果砂轮宽度太窄,砂轮容易磨损,不利于提高生产效率和降低表面粗糙度;如果砂轮太宽,则磨削力增大,易引起砂轮接长轴弯曲变形。因此磨内孔时,应选择合适的砂轮宽度。在接长轴刚性和机床功率允许的范围内,砂轮宽度可以按工件还长度选择,见下表。
| 磨削长度/mm | 砂轮宽度/mm | 磨削长度/mm | 砂轮宽度/mm |
| 14 | 10 | 45 | 32 |
| 30 | 25 | 50以上 | 40 |
- S&P风机TD-1300/250 SILENT 3V
- TEL TOKYO HEATER CERAMIC 3M43-050025-11
- ✅ TEL TOKYO 电子加热器背面 3B87-003543-11
- TEL Tokyo Electron 2985-445336-W1
- DS2110-339448-11 / 管道 100A SS316
- TEL Tokyo Electron PS1 T-HV
- 东京电子/钢边环 PN:1910-216707-11
- TEL 东京电子底部电极 SMZP 2L10-152971-V1
- INSULATOR-A FRTC LL,2L05-350708-21
- 东京电子 TEL ALPHA 8S A4020-90215HGE
- CT2985-542587-11 / BLOCK
- 东京电子电热组合温度探测器,CS1B36-000053-11
- 东京电子(TEL)281-650010-3 PCB
- TEL TOKYO QUARTZ 072A0 Y0061210,
- 东京电子(TEL)208-500283-3 PCB
