

14A1U双面凹减重电铸砂轮 浅谈磨光学玻璃金刚石砂轮的磨削技巧 电镀砂轮如何使用更为耐用



|
产品名称
|
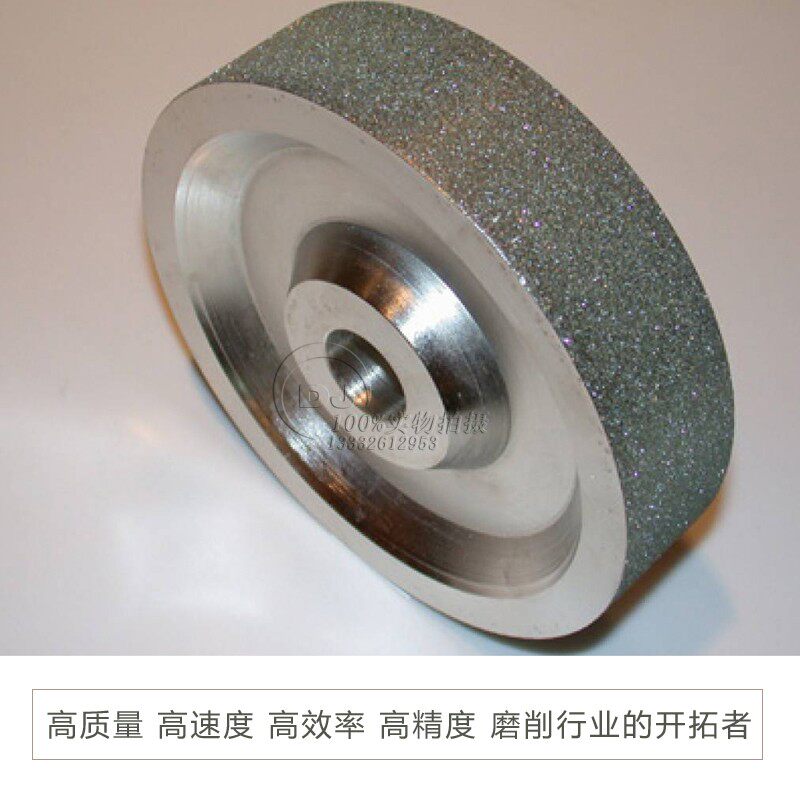
14A1U电镀金刚石砂轮
|
外径(D)
|
150
|
|
|
磨料类型
|
金刚石
|
高度(T)
|
18
|
|
|
结合剂类型
|
电镀结合剂
|
内径(H)
|
25.4
|
|
|
角度(V)
|
0
|
包边宽度(X)
|
3 | |
|
粒度范围(#)
|
80#(其余粒度请咨询客服)
|
|||
|
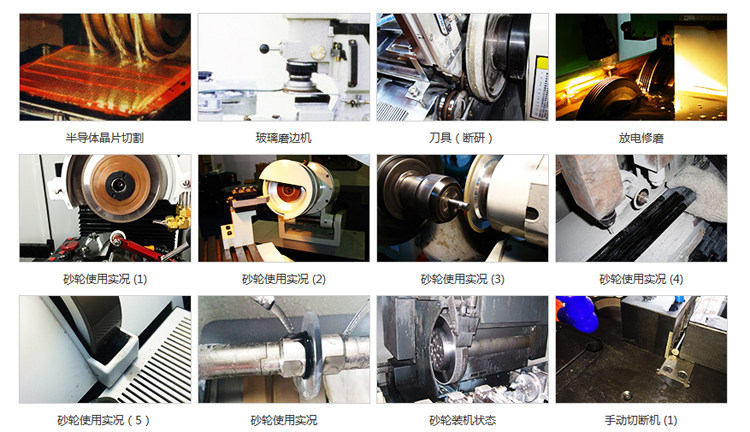
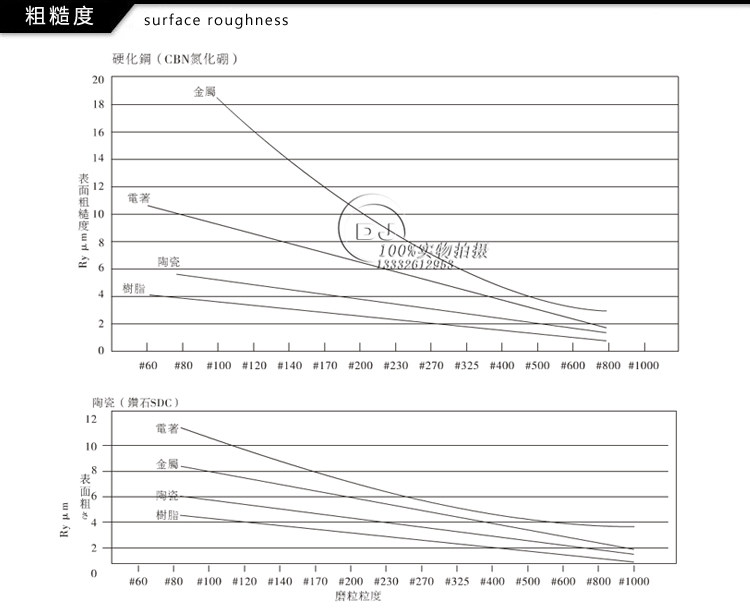
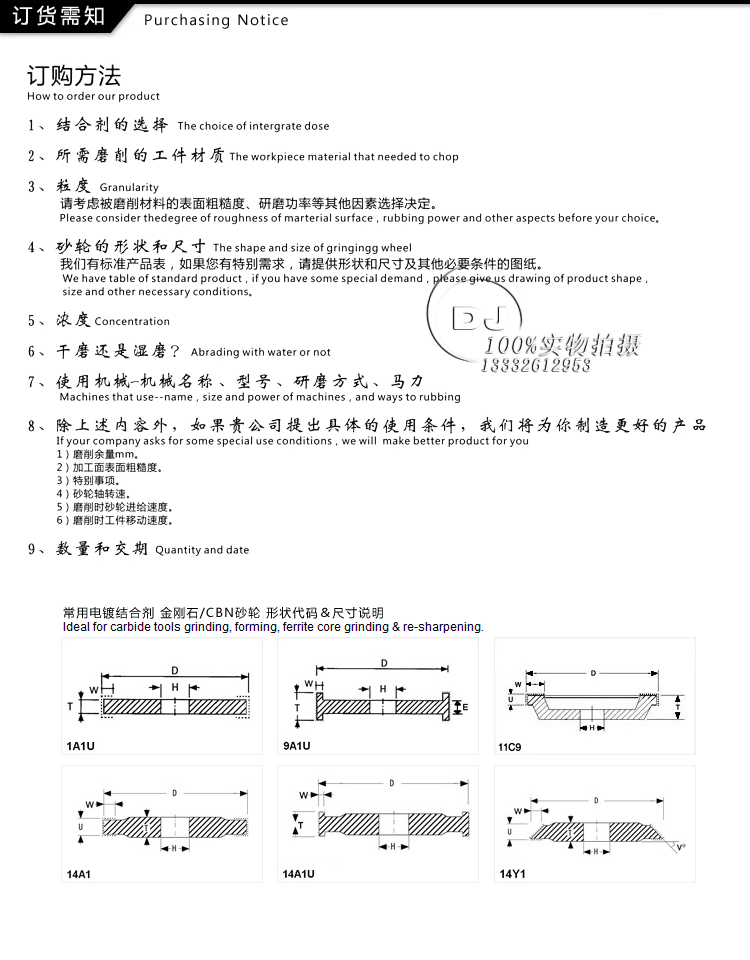
使用范畴: 石英、光学玻璃、氮化硼等硬脆材料之高效研磨 随着光学玻璃在航空、光电、空间技术以及精密工程等领域的广泛应用,对光学玻璃的加工效率和加工质量的要求越来越高。细磨粒砂轮可以实现光学玻璃的精密磨削,但加工效率低、修整频繁。而大磨粒砂轮具有加工效率高、耐磨损的优点。电镀砂轮其中,通过纳米压痕实验结果得出材料的本构模型,根据平面磨削实验中的法向力的测量来完成磨削力的建模。通过仿真结果分析得出在相同磨削参数下,大磨粒砂轮磨削时对光学玻璃造成的应力损伤要小于细磨粒砂轮。因此从残余应力角度分析,大磨粒砂轮磨削后对工件亚表层损伤更小,更适合用于光学玻璃磨削加工。 电镀砂轮最后,为进一步比较大磨粒与细磨粒砂轮的磨削效率及加工质量,分别使用粗粒度电镀金刚石砂轮、细粒度树脂结合剂及金属结合剂金刚石砂轮对BK7玻璃进行平面磨削。通过检测磨削加工前后状态的砂轮轮廓几何误差,得出砂轮磨损量,进而计算三种砂轮的磨削比。此外,对应于三种砂轮,分别在合理的工艺参数下磨削光学玻璃,并对加工表面质量及其亚表层损伤进行检测分析。实验结果表明,细磨粒砂轮能实现更高的加工表面光洁度,但磨削比值低于10;而大磨粒砂轮磨削光学玻璃表面粗糙度Ra≤20nm,亚表层损伤深度低于3μm。同时在满足精密磨削的前提下,磨削比高达230。
|
||||

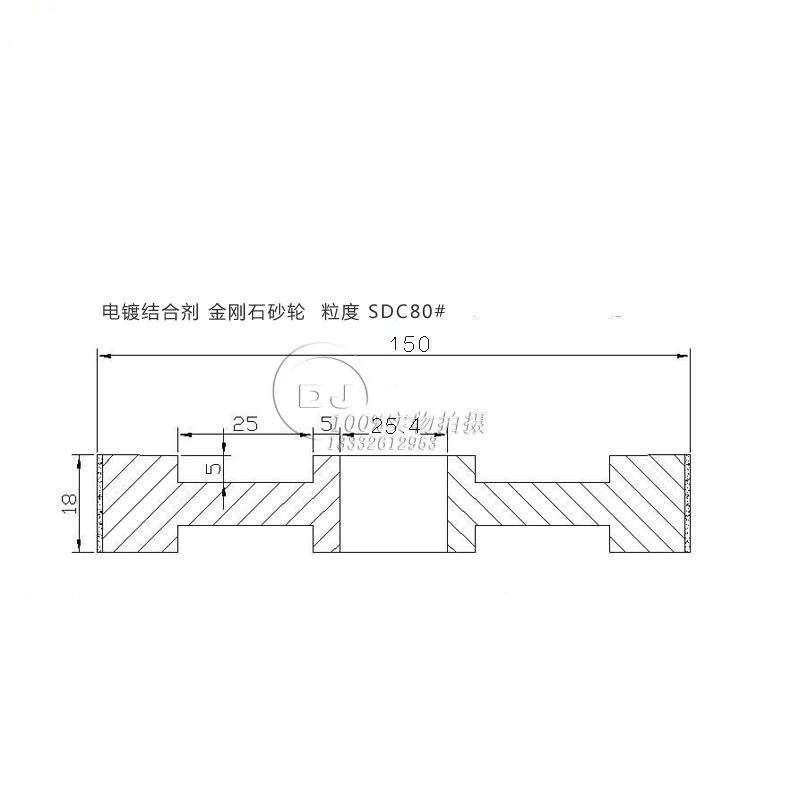
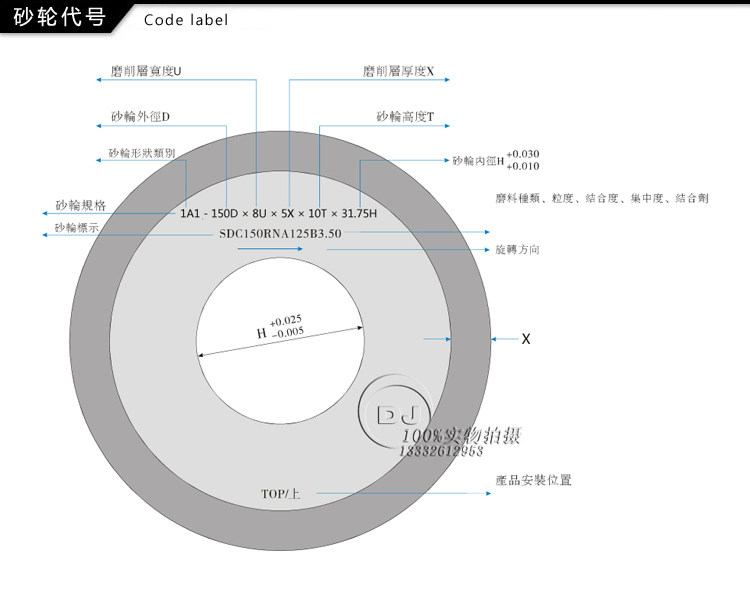
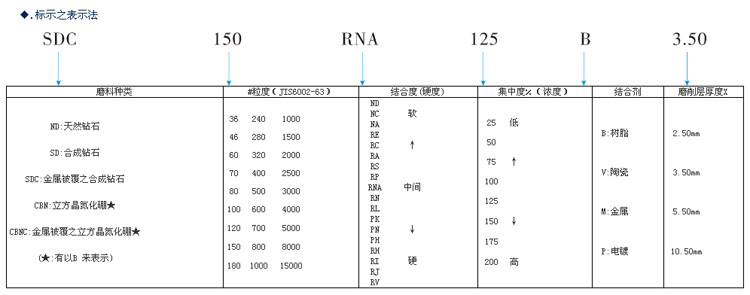
14A1U-150D*18T*25.4H SDC80P















- TEL TOKYO HEATER CERAMIC 3M43-050025-11
- ✅ TEL TOKYO 电子加热器背面 3B87-003543-11
- TEL Tokyo Electron 2985-445336-W1
- DS2110-339448-11 / 管道 100A SS316
- TEL Tokyo Electron PS1 T-HV
- 东京电子/钢边环 PN:1910-216707-11
- TEL 东京电子底部电极 SMZP 2L10-152971-V1
- INSULATOR-A FRTC LL,2L05-350708-21
- 东京电子 TEL ALPHA 8S A4020-90215HGE
- CT2985-542587-11 / BLOCK
- 东京电子电热组合温度探测器,CS1B36-000053-11
- 东京电子(TEL)281-650010-3 PCB
- TEL TOKYO QUARTZ 072A0 Y0061210,
- 东京电子(TEL)208-500283-3 PCB
- 6ES7431-7QH00-0AB0现货
