

了解电镀金刚石砂轮之前,我们先来看下何为电镀?这道工序在电镀金刚石工艺中叫上砂。
上砂有以下方法:
1.埋砂法:适合小而简单的工件,比如磨头、牙钻等,方法是将工件基体不镀部位绝缘,需镀部位埋在砂中,垂直放置,尖头不尖而有一定面积的,尖头应该朝上,以便尖头部位也能镀上金刚石,还要注意砂层不要太厚,以便镀液容易循环;
2.撒砂法:将需镀表面朝上置于镀液中,用小勺或移液管将砂撒到上面,要撒得薄而均匀,厚度一般1-2毫米即可,如果是园面或不只一个面,则上完一个面后转动一定角度继续上砂;
3.落砂法:实际上这是另一种撒砂法,就是将砂先放进镀槽中,然后搅起,立即将工件放进去,砂自然沉降,落到需镀的表面上,也可用工件本身搅拌,上下移动,搅起砂子,然后停止搅动,平放工件,砂沉降到工件上面。了解了电镀的原理,下面我们来讲下电镀砂轮的构成:
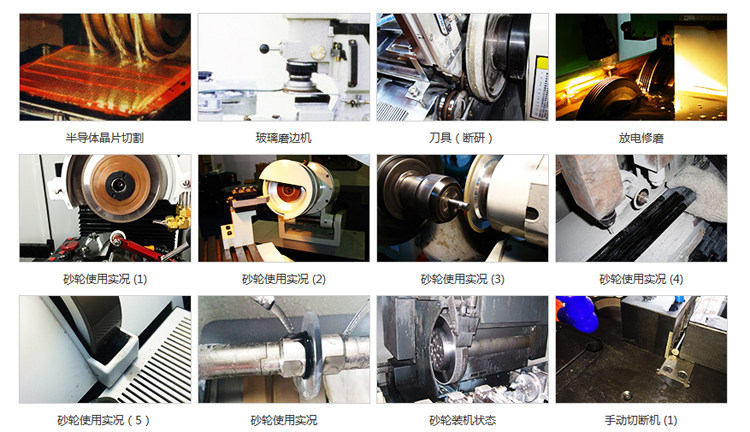
电镀金刚石R角砂轮是用电化学法制作的金刚石砂轮.砂轮工作层含有金刚石磨粒,金刚石磨料被金属结合剂粘结在基体上。首先沉积金属结合剂的厚度为金刚石磨粒高度的20%(上砂),然后继续用金属结合剂把金刚石磨粒粘结(增厚),厚度约为磨粒高度的2/3。包括金刚石修整砂轮,磨削或切削用金刚石砂轮。
电镀带弧砂轮优点
①电镀工艺简单,投资少,制造方便;
②无需修整,使用方便;
③ 单层结构决定了它可以达到很高工作速度,现国外已高达250~300m/s;
④ 平行带弧金刚石砂轮虽然只有单层金刚石,但仍有足够寿命;
⑤对于精度要求较高滚轮砂轮,电镀制造方法。
正由于这些优势,电镀砂轮高速、超高速磨削占据着无可争议主导地位。电镀金刚石砂轮存缺陷:镀层金属与基体及磨料结合面上并不存牢固化学冶金结合,磨料实际上只被机械包埋镶嵌镀层金属,因而把持力小,金刚石颗粒负荷较重高效磨削易脱落(或镀层成片剥落)而导致整体失效;为增加把持力就必须增加镀层厚度,其结果磨粒裸露高度容屑空间减小,砂轮容易发生堵塞,散热效果差,工件表面容易发黑。

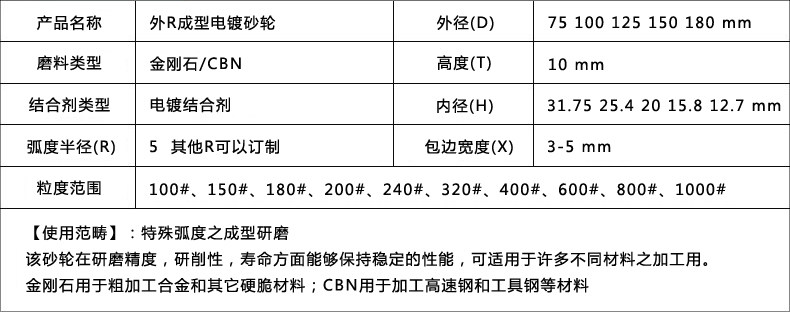

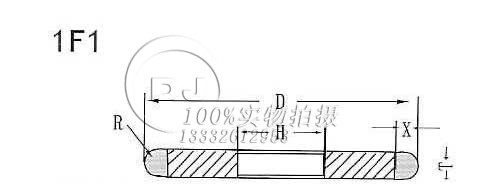
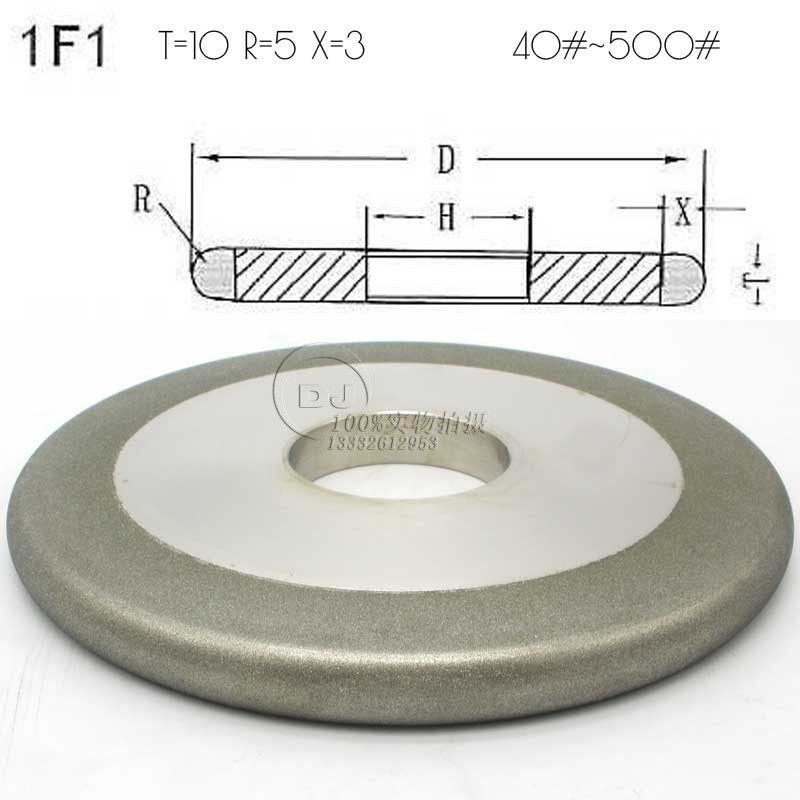
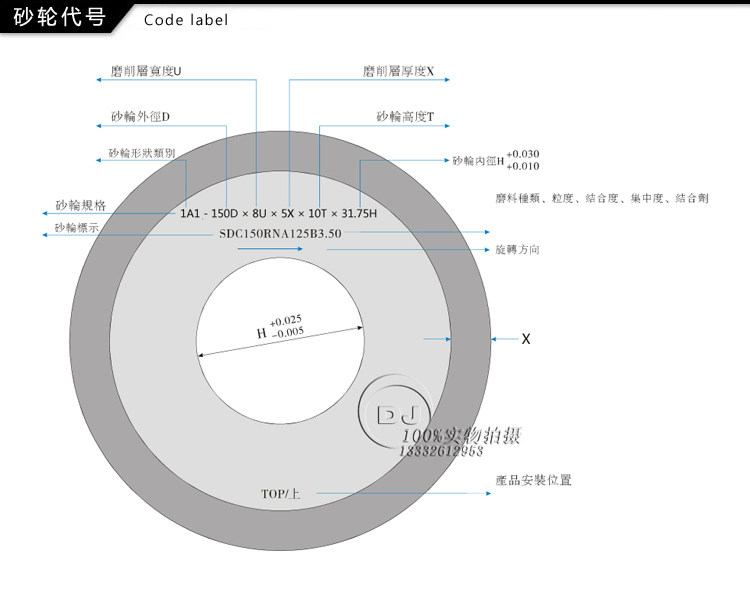
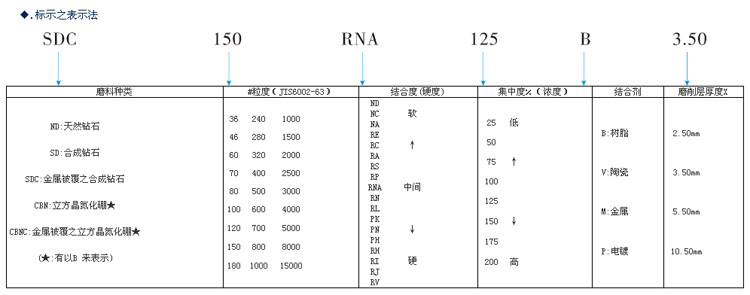
1F1-100D*10T*22H*5R*3X SDC150P
东莞异型金刚石厂家 电镀金刚石R角砂轮 平行带弧金刚石砂轮 R1/R2/R3/R4/R5可订做














- TEL TOKYO HEATER CERAMIC 3M43-050025-11
- ✅ TEL TOKYO 电子加热器背面 3B87-003543-11
- TEL Tokyo Electron 2985-445336-W1
- DS2110-339448-11 / 管道 100A SS316
- TEL Tokyo Electron PS1 T-HV
- 东京电子/钢边环 PN:1910-216707-11
- TEL 东京电子底部电极 SMZP 2L10-152971-V1
- INSULATOR-A FRTC LL,2L05-350708-21
- 东京电子 TEL ALPHA 8S A4020-90215HGE
- CT2985-542587-11 / BLOCK
- 东京电子电热组合温度探测器,CS1B36-000053-11
- 东京电子(TEL)281-650010-3 PCB
- TEL TOKYO QUARTZ 072A0 Y0061210,
- 东京电子(TEL)208-500283-3 PCB
- 6ES7431-7QH00-0AB0现货
