

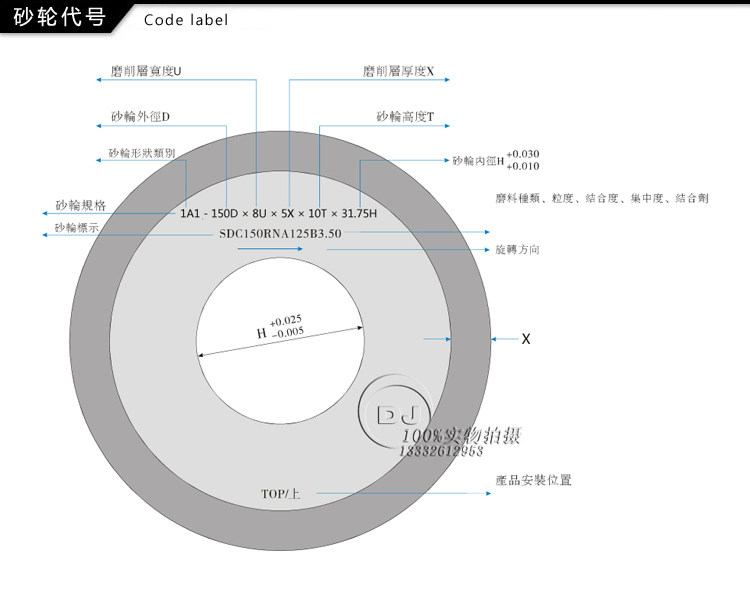
生产高品质耐磨11C9电镀碗型砂轮 合金碗型砂轮 钻石碗型砂轮 可定做32孔 100D*35T*32H*10W*5U



|
产品名称
|
11C9合金碗型砂轮
|
外径(D)
|
100 125
|
|
|
磨料类型
|
金刚石/CBN
|
高度(T)
|
22 35
|
|
|
结合剂类型
|
电镀结合剂
|
内径(H)
|
20 32
|
|
|
角度(V)
|
90
|
包边宽度(X)
|
10 | |
|
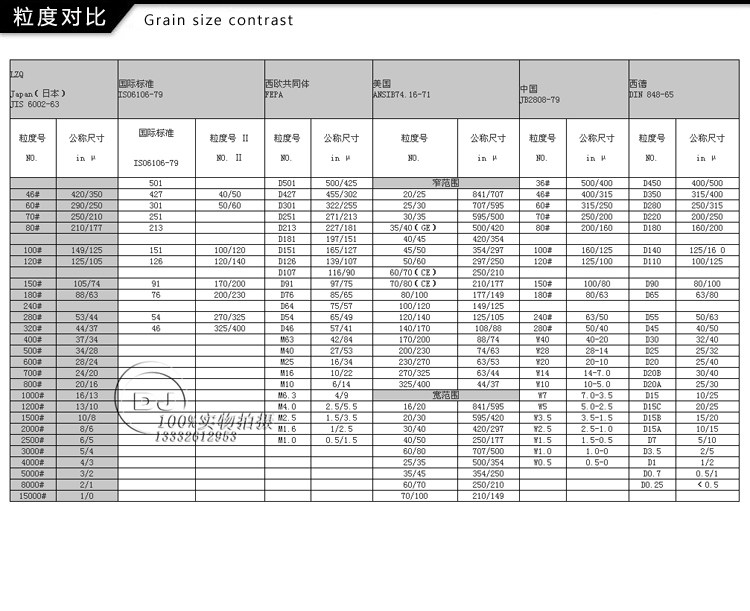
粒度范围(#)
|
100# 150# 180# 200# 240# 280# 320# 400# 600# 800#
|
|||
|
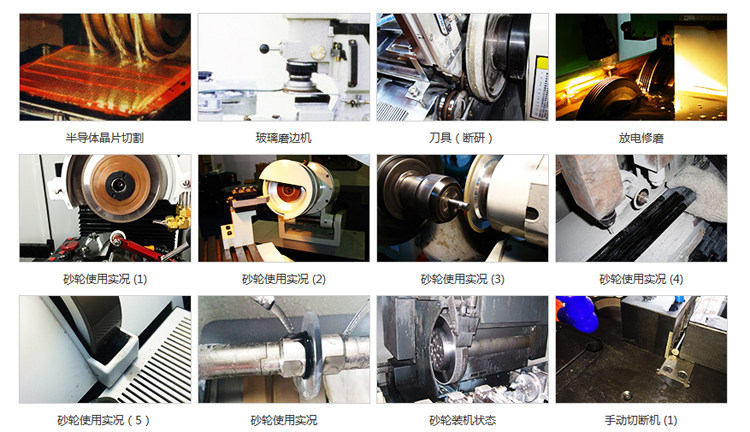
使用范畴: 硬质合金刀具 不锈钢刀具之开刃修磨
|
||||


电镀碗型砂轮是用电化学法制作的金刚石砂轮.砂轮工作层含有金刚石磨粒,金刚石磨料被金属结合剂粘结在基体上。首先沉积金属结合剂的厚度为金刚石磨粒高度的20%(上砂),然后继续用金属结合剂把金刚石磨粒粘结(增厚),厚度约为磨粒高度的2/3。
钻石碗型砂轮常用尺寸
100D*22T*20H*10W*5U
100D*35T*20H*10W*5U
100D*35T*32H*10W*5U
125D*35T*32H*10W*5U
优质11C9磨刀机钻石碗型砂轮100D20H 32孔可定做
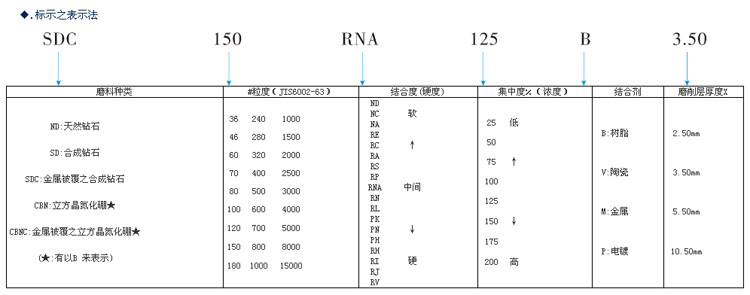
可选磨料:金刚石SDC 及 氮化硼CBN
可选粒度:100目 150目 200目 320目 400目 600目
直径公差D:±1.0(与颗粒度有关系)
孔径公差:H7
厚度公差:±1.0(与颗粒度有关系)
垂直度:0.03
正由于这些优势,电镀砂轮高速、超高速磨削占据着无可争议主导地位。电镀碗型砂轮存缺陷:镀层金属与基体及磨料结合面上并不存牢固化学冶金结合,磨料实际上只被机械包埋镶嵌镀层金属,因而把持力小,金刚石颗粒负荷较重磨削易脱落(或镀层成片剥落)而导致整体失效;为增加把持力就必须增加镀层厚度,其结果磨粒暴露高度容屑空间减小,砂轮容易发生堵塞,散热效果差,工件表面容易发黑。东巨磨具店的工程师介绍,对磨具研磨有要求的,可以选择树脂结合剂的金刚石碗型砂轮,酚醛树脂结合度较软,磨出来的表面光洁度更好。























- 西门子全新原装手操器AZL52.00B1 特价供应未开封
- 西门子原装进口伺服电机 SQM48.497B9
- 全新SICK编码器AFM60A-BDNB018X12 绝对值
- SICK色标传感器德国KTS-WB9114115AZZZZZZ11078126
- LFP0530-G5NMCS37 SICK全新原装镜反射传感器原装正品
- 6ES7461-1BA007AA0原装正品
- 6ES7455-1VS00-0AE0现货
- 6ES7414-2XG01-0AB0新品热卖
- 6ES7468-1CC50-0AA0原装正品
- 6ES7414-4HM14-0AB0量大从优
- 6ES7405-0KR02-0AA0模块
- 6ES7408-1TX00-6XA0产地
- 三菱代理商,三菱L系列PLC,LPLC
- 6ES7408-1TA00-0XA0模块
- 6ES7408-1TA00-0XA0质保一年
