
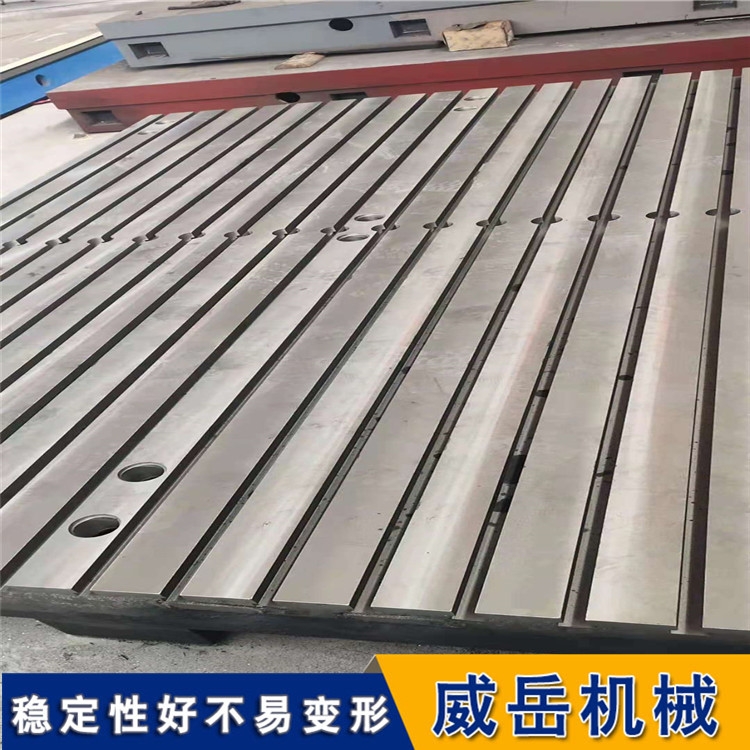
在进行T型槽铸铁平台生产工艺的过程当中,提升自己产品的性能,在不同的使用环境和使用条件,都可以获得一个很好的稳定效果
T型槽铸铁平台工作面光洁度好、精度高使用无发涩的感觉。具有组织均匀,结构致密,无砂眼气孔,疏松等缺陷,T型槽铸铁平台刮花的作用一是美丽,二是有积存润滑油的功用,一般常见的斑纹有:斜斑纹、燕形斑纹和鱼鳞斑纹等。 另外,还可通过查询原斑纹的无缺和不见的情况来区分平面工作后的磨损程度。
T型槽铸铁平台调试方法:
1.将平台平放于地面,手感调整四角稳定性,微调活动地脚,直到稳定。
2.将T型槽铸铁平板放置在支架上,调整其支点位置,尽量接近中心对称。
3.初调各支脚,使各支点均匀受力。
4.用水平测量仪器(水平尺或电子水平仪)检测T型槽铸铁平板水平状况、微调相关支点,直到符合水平位置。
5.初调合格后,静置12小时后,进行复制,如不合格需进行再次调整,如合格方可使用。
6.使用后根据实际实地环境周期性检测维护。
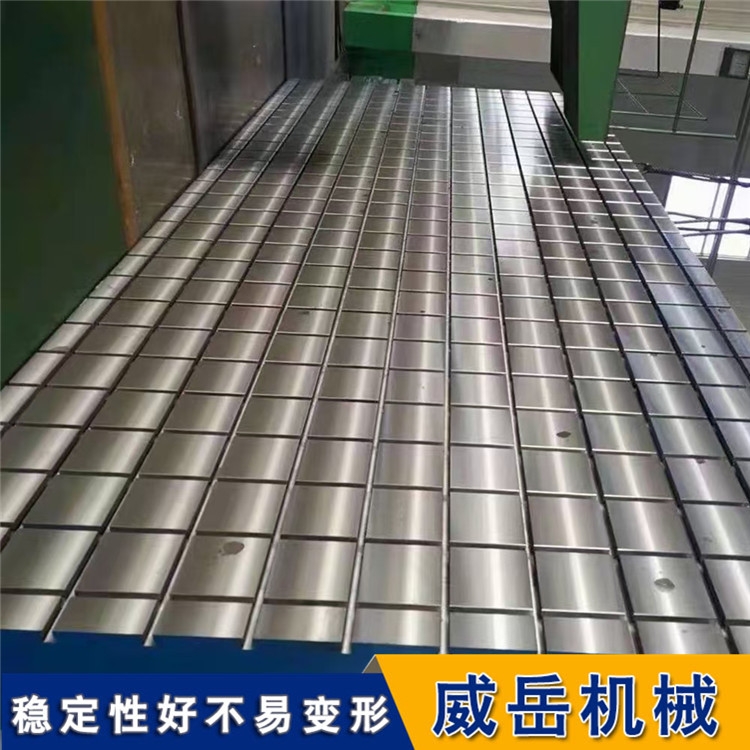
T型槽铸铁平台刮研工艺的表面质量用途色法检验。
1级刮研平台要求接触斑点数在任意25x25mm平面内不少于20点。二级T型槽平台要求接触斑点数在任意25x25mm平面内不少于12点。三级刮研T型槽铸铁平板未规定接触斑点要求。
1、操作粗刮刀,刮削的刀迹要宽,约在15mm,吃刀要深,约0.01mm左右,否则就是对刀锋的浪费,始工作效率下降。
2、粗刮时超出的点很少,而超出的点只是代表高起的部分高的一点,所以刮时不单要刮去高的点,周边的部分也要刮去。
3、刀迹要连成一片,不能翻来覆去的,否则会造成某些工作面出现低凹的现象。
4、粗刮的标准要求,刮到每25平方毫米有3~4个点子就行。
5、刮削T型槽铸铁平板时用力大容易中间落刀。用边小四周边上不轻易落刀,所以在刮削时要防止产生这一景象。
6、粗刮的好坏,也就是说粗刮的平整度怎样,这对整块刮研T型槽铸铁平台的过程起着极重要的作用。若是粗刮时产生低凹0.02mm,就得从新刮3~4遍才可以消除,这一点对初学刮工的工人尤为重要。
细刮:细刮就是将粗刮后的高点刮去,其特点是采用短刮法(刀痕宽约6mm,长5mm~10mm),研点分散快。细刮时要朝着一定方向刮,刮完一遍,刮二遍时要成45度或60度方向交叉刮出网纹。当平均研点每25㎡×25㎡上为10~14点时,即可结束细刮。
精刮:在细刮的基础上进行精刮,采用小刮刀或带圆弧的精刮刀,刀痕宽约4mm,平均研点每25㎡×25㎡上应为20~25点,长用于检验工具、精密导轨和紧密工具接触面的刮削。
- 信捷触摸屏代理商 TG465-MT 人机界面 1个PLC通讯口
- XC2-32T-E 信捷代理商 主机8入/14,晶体管输出
- 信捷PLC代理商 XC2-32R-E 支持 485 通讯 原装正品
- 全国供应kinco步科触摸屏 MT5600T 12.1寸 原装正品
- 信捷人机界面代理商 OP330 原装正品3.7 英寸触摸屏
- Lam Research 719-003481-872-C 陶瓷板
- 4073 LAM 研究低频组件 853-440656-001-B-3317
- LAM RESEARCH RF 发电机卡丁车 853-072855-008
- LAM Research 713-002617-003 石英板
- SG839-011907-001 | LAM Research
- SG839-011906-001 |替换件适用于LAM Research
- LAM RESEARCH 810-337390-004
- 716-140118-001 / 焦点环,ESC,8 / LAM
- 34698 LAM 研究门驱动内侧组件 853-012261-001
- 716-330504-064 / 戒指,焦点,6 英寸 ESC,GD 戒指 / LAM
