近年来伴随着经济的发展,城轨车辆的需求也快速增长。据市场部门统计,公司近3年城轨车辆生产数量超过5 000辆,涂装产能的不断提升对环保的压力与日俱增。为此中国中车为应对生态环境保护的严峻形势,打好污染防治攻坚战,要求城轨车辆生产过程中必须提升涂装环保性,严格控制VOC的排放。
水性漆以水为稀释剂,不含苯及苯的衍生物类等有机溶剂,具有良好的延展性、透气性、耐老化性、不易开裂脱落,对环境非常友好。其在轨道车辆上的使用能从涂装生产前端减少涂料中的溶剂含量,是VOC减排的重要手段,有利于城轨车辆环保性的提升。在涂装生产中用水性漆替代目前普遍使用的溶剂型涂料,可以减少石油能源资源浪费,降低资源消耗和环境污染,解决了危害产业工人及周边群众身体健康的负面影响问题,以提升公司的核心竞争力,是公司制造能力提升的一种表现。本文详细介绍了轨道车辆涂装使用水性漆的施工工艺、涂层结构和漆膜性能要求,系统分析了水性漆的特点、生产过程中遇到的问题及解决措施。
01、城轨车辆水性漆介绍
1.1水性漆涂层结构
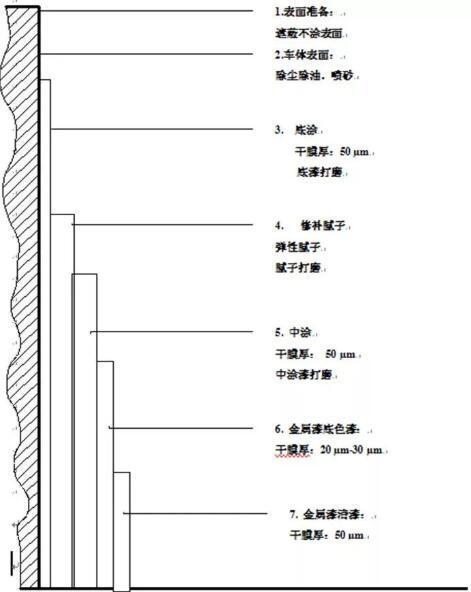
城轨车辆涂装涂层分为水性环氧底漆、水性漆配套聚酯腻子、水性聚氨酯中涂漆和水性聚氨酯面漆,车辆主体面漆颜色有3种;如图1所示。
图1城轨车辆涂装涂层示意图
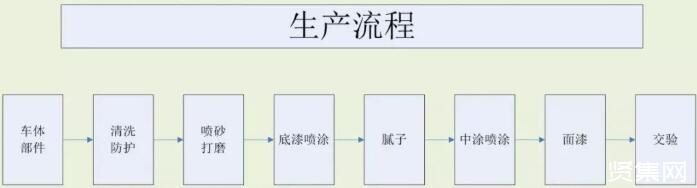
城轨车辆涂装的工艺流程如图2所示。
图2城轨车辆涂装工艺流程示意图
1.1.1水性环氧底漆
水性环氧底漆作为涂装体系的第一层,直接与基材相连接,其附着力和防腐能力对整个涂层的性能和质量影响较大。因此水性环氧底漆需具备优良的附着力、优异的耐化学品、防腐蚀性、良好的打磨性等。水性环氧底漆施工时按质量比5:1(基料:固化剂)配制,混合均匀后,分次加入去离子水,调整黏度至30~50 s(T-4杯),采取湿碰湿喷涂工艺喷涂两道,层间间隔10~20 in。喷涂完成后在室温下流平0.5,再在60℃条件下烘烤2 h。漆膜干燥后,控制底漆干膜厚度40~80μm。
1.1.2水性聚酯腻子
打磨底漆层后,按质量比100:2(基料:固化剂)配制水性聚酯腻子,涂刮3~4遍。腻子干燥后,经打磨后的车体表面应无刀痕、针孔等缺陷,控制腻子膜厚不超过3 mm。
1.1.3水性聚氨酯中涂漆
水性聚氨酯中涂漆的主要作用是提高车体外观的美观性,修补腻子层的缺陷以及提高涂层的耐候性。水性聚氨酯中涂漆施工时先用180目砂纸打磨腻子层,然后按质量比6:1(基料:固化剂)配制,混合均匀后,分次加入去离子水,调整黏度至20~30 s(T-4杯),采取湿碰湿喷涂工艺喷涂两道,层间间隔10~20 min。喷涂完成后在室温下流平0.5 h,再在60℃条件下烘烤2 h。漆膜干燥后,控制涂层膜厚80~3160μm,光泽度(60°)50%~60%。
1.1.4水性聚氨酯面漆
根据城轨车辆运用的特点,水性聚氨酯面漆具备可低温固化、高外观性、高硬度及良好的耐老化性能和耐溶剂性能。喷涂水性聚氨酯面漆时先用240目砂纸打磨中涂漆层,然后按质量比5:2(基料:固化剂)配制,混合均匀后,分次加入去离子水,调整黏度至18~25 s(T-4杯),采取湿碰湿喷涂工艺喷涂两道,层间间隔10~20 min。喷涂完成后在室温下流平0.5 h,再在60℃条件下烘烤2 h。漆膜干燥后,控制涂层膜厚120~3240μm,光泽度(20°)≥80%;涂装完成的城轨车辆外观亮丽。
与传统的溶剂型漆相比,水性漆具有环保、安全、外观性能好及职业健康等优点,适合城轨车辆涂装的发展趋势;但城轨车辆涂装生产过程中,使用水性漆的问题仍然较多,需要通过提升水性漆原料质量和我们涂装质量管理水平、生产工艺水平及涂装设备能力才能一一解决,这样城轨车辆涂层外观美观性才能得到保证;满足绿色发展的需要,为减少VOC排放,保护环境,造福社会贡献一份力量!
原文链接: http://www.xianjichina.com/news/details_173665.html
来源:贤集网
著作权归作者所有。商业转载请联系作者获得授权,非商业转载请注明出处。
