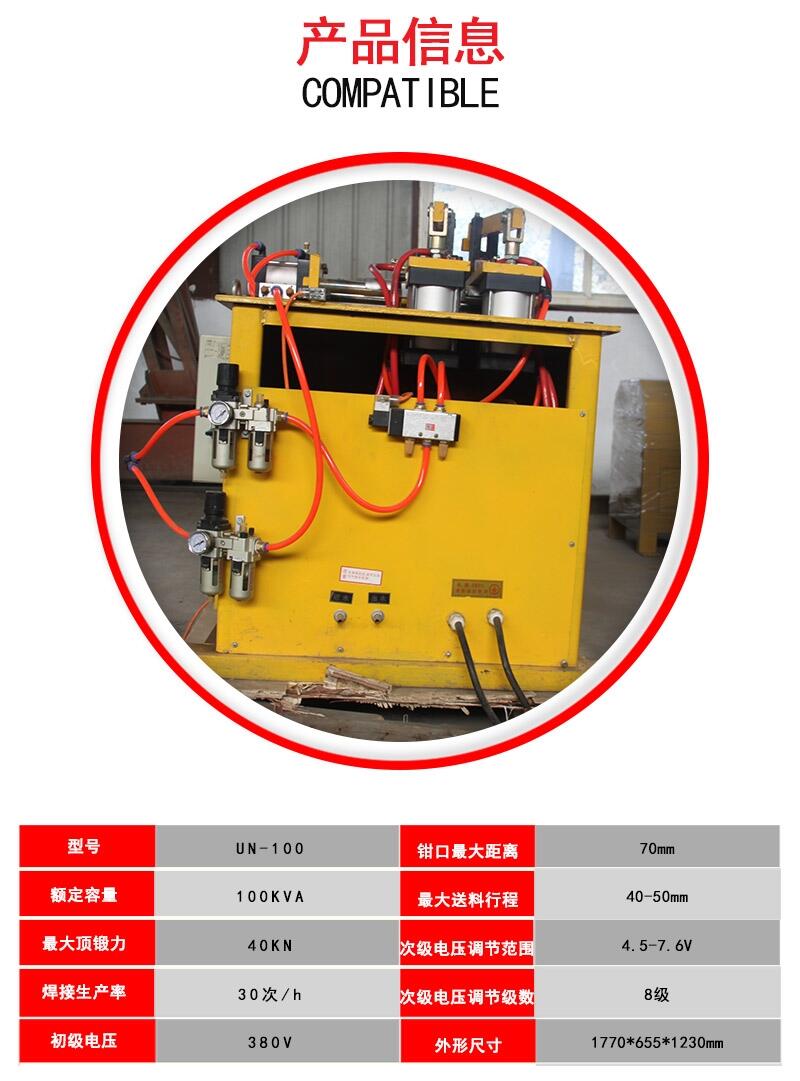
钢筋对焊机介绍:
钢筋对焊机的工艺常常选用连续闪光焊或者预热闪光焊,它的原理是将对焊的工件通过气液来控制,缓慢推动将工件焊接处表面的氧化与凸起不平处利用闪光消除后,让焊接的攻坚断面渗透熔接,与普通焊机相比,焊接同样一个零部件所需要的电容量非常小、损耗低,而且对闪光、顶端及整个焊接过程的化控制,焊接性能稳定且精度高,设备中的液压系统设置了精密的调节阈可对闪光速度实现无极调节,保障输出电流稳定,使焊接接头无夹渣、焊点牢固、美观,广泛适合低碳钢、有色金属的棒、管、板、型材之间的对焊.
钢筋对焊机特点
1、焊接接头质量高
闪光对焊的接头可以接近或达到、超过母材的强度,且通过打磨后几乎看不到焊缝,接头无夹渣、气孔等焊接缺陷。
2、可对焊复杂截面形状零件
钢筋对焊机除可对接常见的方型、桶装、U型、圆型等截面的零件,还可对接型材等复杂断面零件。
3、可对接异种金属、有色金属
可实现铜铝对接、铝板对接、铜板闪光对接等。
4、可对接大截面零件
采用预热式闪光工艺时,对接的面积可在10000mm2以上。
5、焊接质量稳定。

钢筋对焊机主要应用领域
钢筋对焊机广泛应用于焊接各种板件、管件、型材、实心件、刀具等,应用十分广泛,是一种经济、率的焊接方法。

闪光对焊有两种方法:1.连续闪光对焊。2.预热闪光对焊。
1.连续闪光对焊:将焊件夹紧,移动夹具在两焊件轻轻地接触时,即开使通电,加热并有接触点加热形成的液态金属过梁爆破的火花喷射,形成连续闪光,当闪光加热到适当温度时,动夹具突然加速,以很大的压力使焊件端面互相挤压,随即切断电流,接合面处互相结晶,而形成牢固接头,这一阶段为顶锻,闪光加热和顶锻加压是闪光对焊的主要阶段,预热闪光是对焊在连续闪光前先预热。


钢筋对焊机焊件取出动作如下:
(1)焊接过程完成后,用手柄松开夹紧螺丝。
(2)将套钩(7)卸下,则夹紧臂受弹簧的作用而向上提起。
(3)取出焊件,拉回夹紧臂,套上套钩,进行下一轮焊接。焊工也可按自己习惯装卡工件,但必须保证焊前工件夹紧。钢筋对焊机包邮