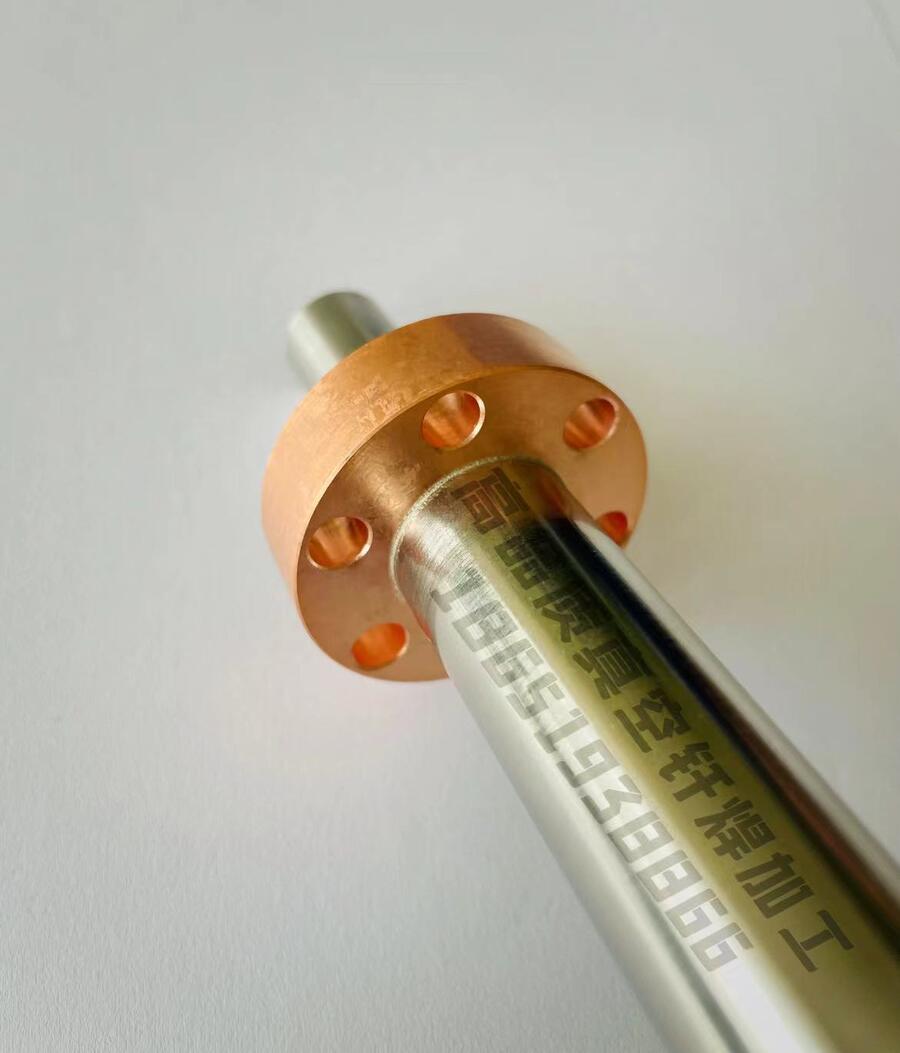
工业加工制造中,常遇到不锈钢与铜进行焊接的需求,尤其是在机械、化工、冶金、航空航天、核工业等制造业,铜/不锈钢的复合金属结构十分常见。这种复合结构不仅出于节约铜和显著降低成本的目的,最重要的是复合结构和以充分结合铜和不锈钢的物理属性,在不同的结构部位得到不同的性能需要。铜的导热性极好,是仅次于贵金属银的金属导热材料,但是铜的耐腐蚀性能较差。不锈钢的耐腐蚀性能很好,导热很差,其导热系数只有铜的1/20。将不锈钢和铜进行焊接后,可以综合利用两者的特点,得到满足设计需要的结构件产品。
在铜和钢精密部件的焊接中,真空钎焊是优势非常明显的工艺方法。因为这种方法工件受热均匀,变形小,焊接后尺寸精度高;而且焊接产品在真空中进行,产品洁净度高。纯铜和不锈钢的真空钎焊主要采用镍基焊料或银基焊料。
1.铜/不锈钢的镍基钎焊
常用BNi-2钎料进行焊接,焊接前工件需要清理装配好,放入真空炉内。根据工件的尺寸及装炉量等综合评估工艺,加热至1000-1050℃,保温5-30分钟。由于所需的焊接温度比较高,已经接近铜的熔点,这将导致铜的挥发污染炉体。因此需要在加热到800℃以上是,冲入氮气或氩气等非氧化性气体进行分压,以减少铜的挥发。
用镍基钎料,可以或者成型良好,密封优异的焊接接头。然而由于焊接温度较高,铜的晶粒长大严重,材料软化厉害,因此在某些情况下需要降低焊接温度,以控制铜的严重退火现象。
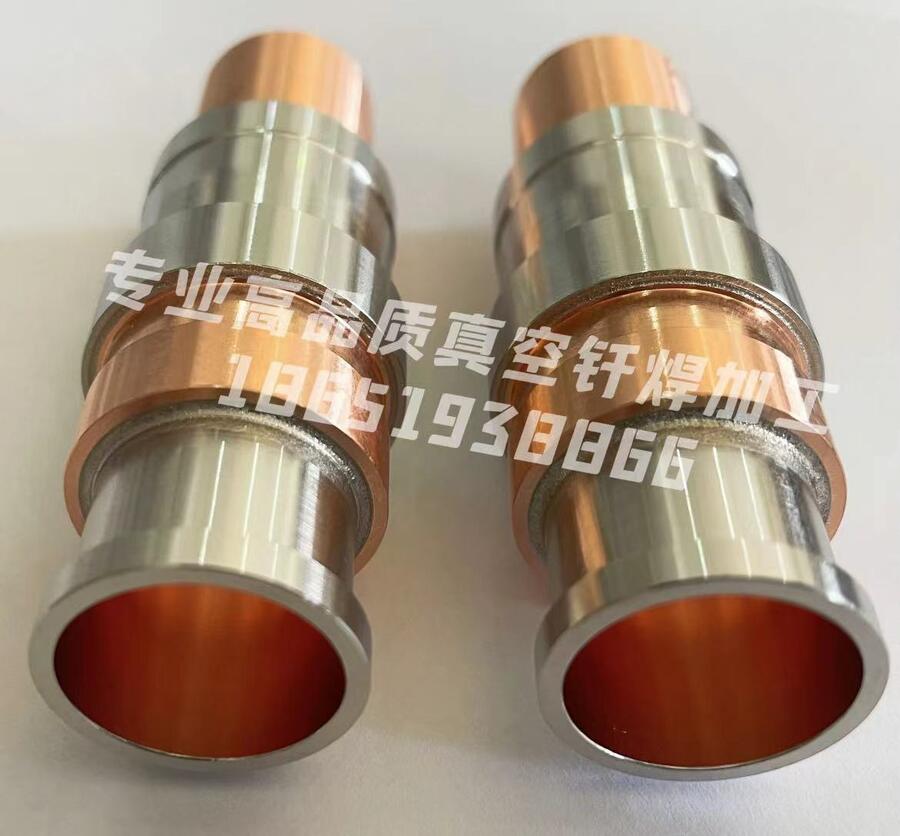
2.铜/不锈钢的银基钎焊
常用BAg72Cu(Ni/Ti)等钎料进行焊接,焊接前工件需要清理装配好,放入真空炉内。根据工件的尺寸及装炉量等综合评估工艺,加热至800-820℃,保温5-30分钟。该工艺焊接温度低,铜的软化不是非常严重。并且焊缝主要是银基固溶体组织,焊缝韧性非常好,这种钎焊接头非常适合高低温冲击的场合使用。