资讯详情
折弯机模具怎么安装又怎么调整
发布者:HXmachine 发布时间:2022-09-15 17:42:01
模具的安装及调整
本机床可以安装不同形式的上下模,可根据工件的情况进行跟换。
上模的更换
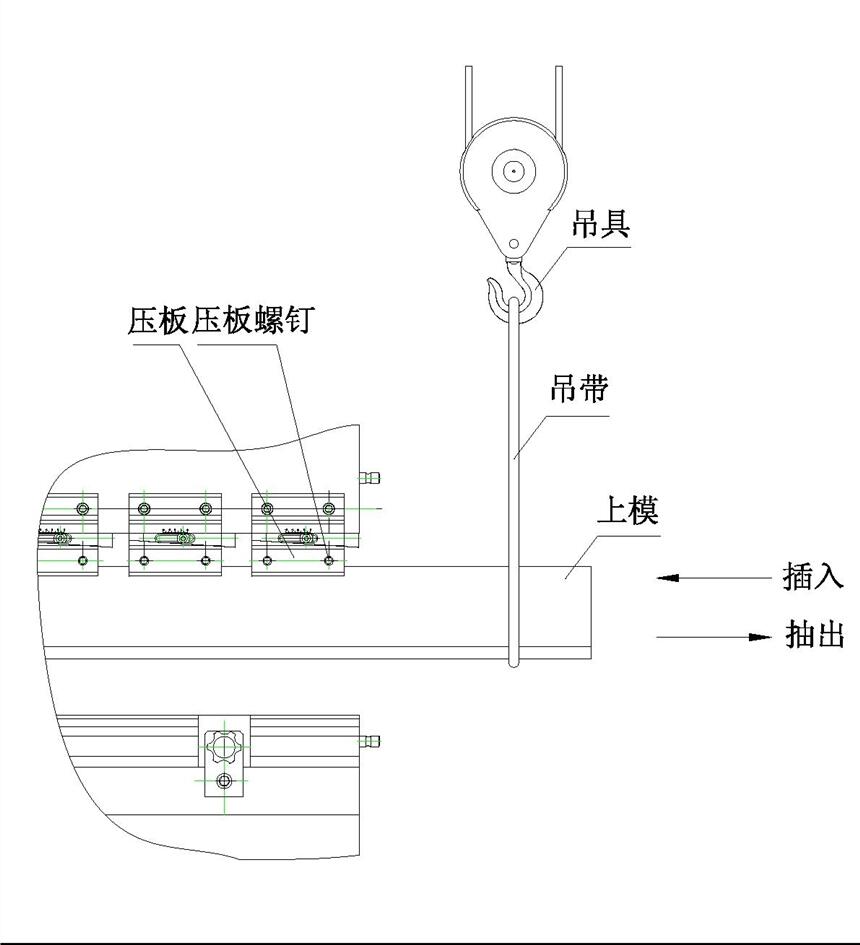
松开上模夹板的螺钉,使上模能够自由滑动即可(压板后装有弹簧不必松的太多,以免上模脱落伤及人员),从端头抽出上模,然后将所需上模从端头插入,带紧上模压板螺钉(不要压死)。
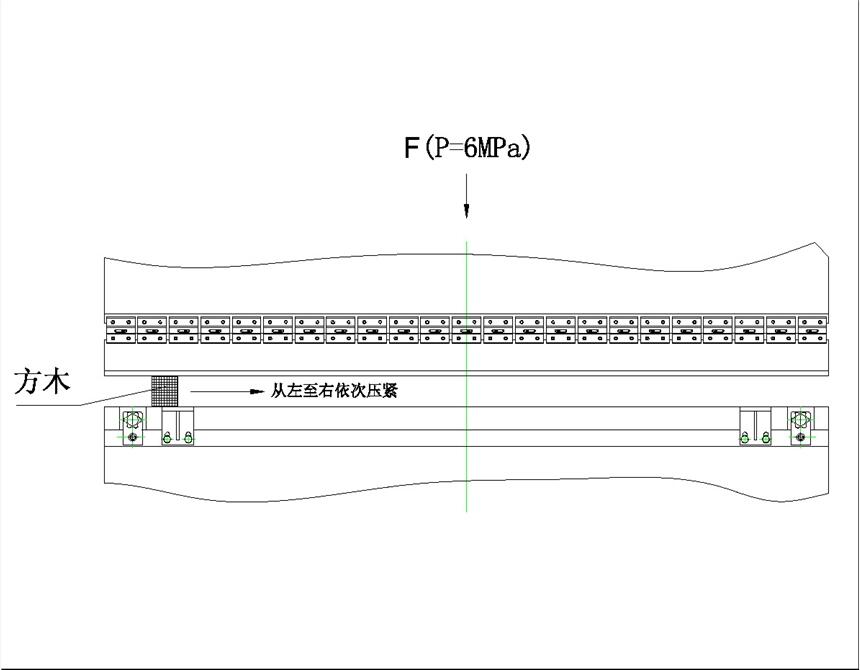
启动主机,将压力表调至6MPa,在上下模之间垫一块方木,从左至右依次压紧上模,使上模与滑块接触良好,然后压紧上模压板的螺钉。
下模开口的更换
一般选用的下模,其开口的宽度是被折板厚的8~10倍。
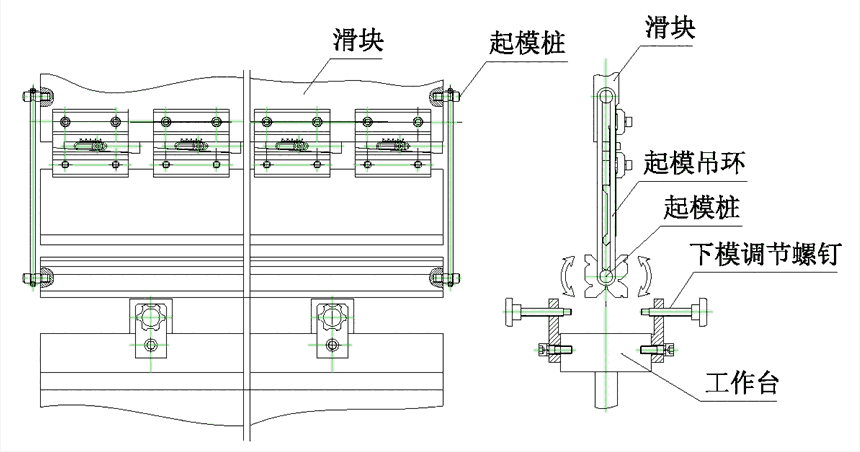
将下模调节螺钉松开后,使滑块下行至下死点,用随机附带的起模吊环分别套住滑块和下模两端的起模桩,然后使滑块返程,下模被提起,翻转至所需要的面,擦净工作台及模具底部后使滑块下行,小心地将模具置于工作台上。
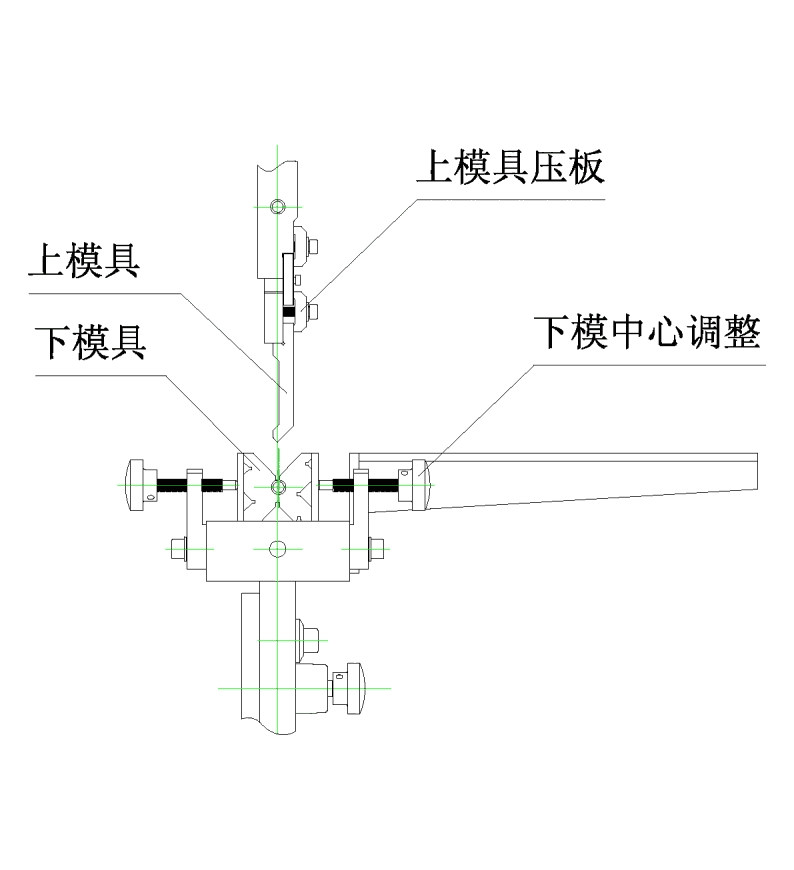
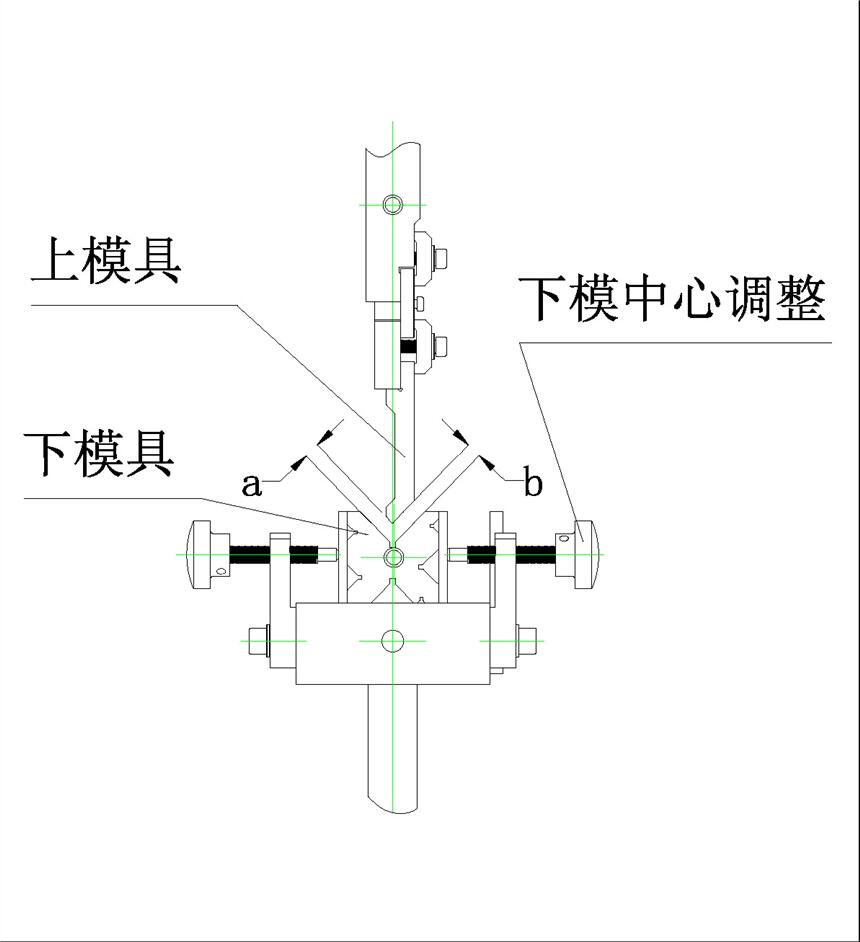
使滑块下行,控制在适当的位置(上、下模之间有一定的间隙),检查上、下模之间的间隙a和b在全长上是否相等。若不相等,则需调节下模中心调整螺钉,使其相等。
注意事项:
1) 更换模具时,将机床调到“点动”工作状态,滑块快速行程调至最小。
2) 要定期检查模具的固定螺栓。
3) 暂时不使用的模具,要将其小心的放置在机床旁边的架子上,以免损坏模具。
4) 长时间不使用机床时,请将滑块降至下死点。
HX
华夏机床制造有限公司
安徽省马鞍山博望市
版权声明:机电一体化网转载作品均注明出处,本网未注明出处和转载的,是出于传递更多信息之目的,并不意味 着赞同其观点或证实其内容的真实性。如转载作品侵犯作者署名权,或有其他诸如版权、肖像权、知识产权等方面的伤害,并非本网故意为之,在接到相关权利人通知后将立即加以更正。联系电话:0571-87774297。

