230A柴油发电焊机手推式焊条的烘干
焊条使用前应按说明书规定进行再烘干,并应现烘现用。焊条的再烘干温度主要根据药皮类型来确定。对于E4303之类的酸性焊条。好高烘干温度不应超过250℃,一般规定为70℃-150℃,烘焙1h~2h;低氢型焊条在允许的范围内(350℃~400℃,烘干Ih-2h),适当提高烘干温度有益处,目前好佳烘焙条件为:400℃保温1h~1.5h。焊条烘干采用烘箱,并将焊条铺成层状、有利于受热均匀和潮气的排出。烘干后的焊条应随烘随用,好好放在焊条保温筒内,以免再次受潮,露放于大气中存放的时间,对于普通低氢型焊条,一般不超过4h-8h,,对于抗拉强度在00MPa以上的低氢型高强钢焊条应限制在1.5h之内。
230A柴油发电焊机手推式引弧对焊接质量有一定的影响,经常因为引弧不好而造成始焊的缺陷。综上所述,在引弧时应做到以下几点:
(1)工件坡口处无油污、锈斑,以免影响导电能力和防止熔池产生氧化物。
(2)在接触时,焊条提起时间要适当。太快,气体未电离,电弧可能熄灭;太慢,则使焊条和工件粘合在一起,无法引燃电弧。
(3)焊条的端部要有裸露部分,以便引弧。若焊条端部裸露不均,则应在使用前用锉刀加工,防止在引弧时,碰击过猛使药皮成块脱落,引起电弧偏吹和引弧瞬间保护不良。
(4)引弧位置应选择适当,开始引弧或因焊接中断重新引弧,一般均应在离始焊点后面10-20mm处引弧,然后移至始焊点,待熔池熔透再继续移动焊条,以消除可能产生的引弧缺陷。

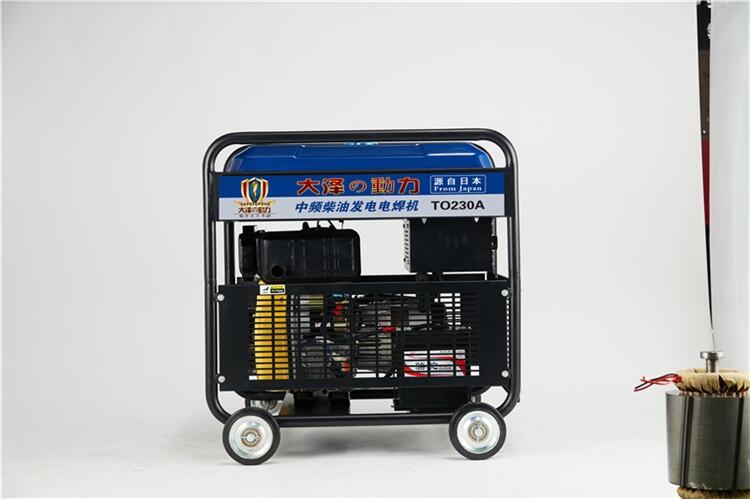
230A柴油发电电焊机技术参数:
型号 :TO230A
电焊机参数:
额定电流:230A
电流调节:0-230A
额定电压:26-30V
焊条直径:2.0-5.0mm
空载电压:65V
负载持续:100%
发电机
额定输出:2KW
额定电压:220V
频 率:50HZ
结构类型:开架|手推式
转速:3000/3600rpm
绝缘等级:F
发动机参数
发动机型号:192F
燃油类型 :0#、-10# 柴油
发动机型式 :单缸,风冷,四冲程,立式,直喷式
排量(CC):420
工作时间:8-12h
油 耗 : 206 g/kw.h
油箱容积(L):15L
机油容量:1.65L
整机参数:
保护装置:有
长宽高(mm):755*510*700
净重(kg):120/130
备注:图片仅供参考 请以实物为准


