项目介绍
高速点胶机主要工作流程是入料-吐胶-量重-点胶-出料。入料环节包括对PCB板的位置进行调节,包括高度和角度,这部分主要通过工业相机、模拟量采集卡配合测距设备来实现。吐胶环节主要是清理喷嘴里面的余胶,为下一轮点胶做准备,根据要求看某个流程是否需要做这个动作。量重环节也是通过模拟量采集卡来实现,是测每一次点胶的胶量大小,为后面点胶环节做准备。点胶环节就是把胶按照既定的程序设定点到PCB板上。这部分涉及到上面四个轴下面两个轴的运动控制,分别通过研华PCI-1245V和PCI-1245L来实现,需要实现圆弧插补、直线差补和点位移动等轨迹。出料环节是指将点胶完毕的PCB板移出机器。
2技术描述
-
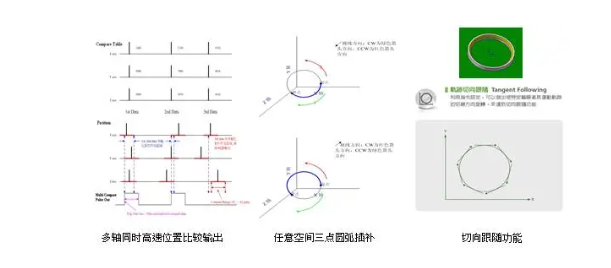
多轴同时高速位置比较输出, 设备需要在多轴同时到达空间位置时,精准触发点胶阀开阀及关胶动作。
-
不仅需要平面上的点,线,圆,曲线,还需要在任意空间三点圆弧插补,圆弧长度可超过360度。
-
切向跟随功能,需要实现带锥度的圆弧轨迹点胶。
-
深度客制化,以上功能均与高速点胶设备所需工艺进行深圳定制与整合和*的技术支持服务。

3系统描述
-
高速点胶控制系统以工控机IPC-610和点胶系统软件为控制核心,实现入料-吐胶-量重-快速点胶-出料等工艺。
-
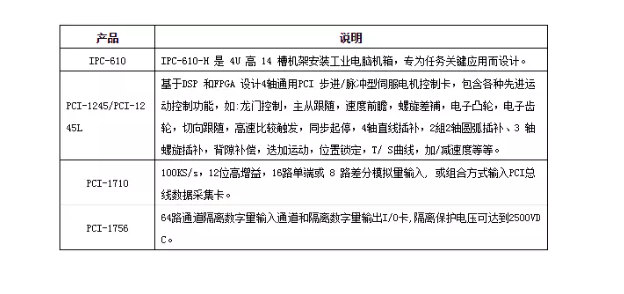
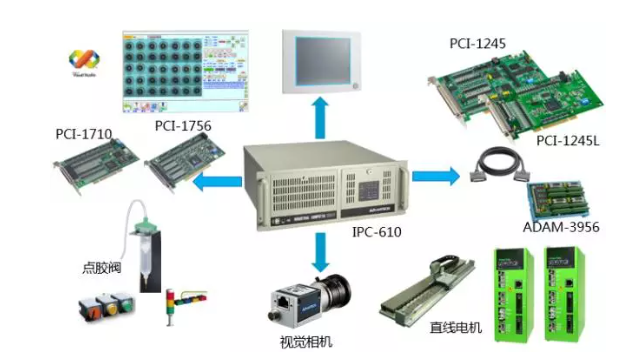
核心运动控制采集研华PCI-1245控制直线电机,1245L控制上下料电机。PCI-1245系列以DSP与FPGA的设计架构保证实时的运动轨迹控制。Common Motion API统一接口让客户快速有效地系统集成。PCI-1710实现精密称重传感器的信号输入,PCI-1756实现气缸电碰阀按扭等隔离DIO信号。
4产品特点
5应用架构
-
研华PCI-1245系列以DSP和FPGA硬件核心,保证设备运动控制的精确性,以Common Motion软件核发实现点胶工艺的深度定制。PCI-1710实现精密称重传感器的信号输入,PCI-1756实现气缸电碰阀按扭等隔离DIO信号。IPC-610及正版Windows系统确保系统的稳定性。
-
完善的售后技术服务和与客户工程师的深度合作是确保项目成功的关键。
-
客户的高速点胶机在业界首创3D空间圆弧点胶,3D空间精确位置控制。工程师开发周期提前,提高生产和行业竟争力。

