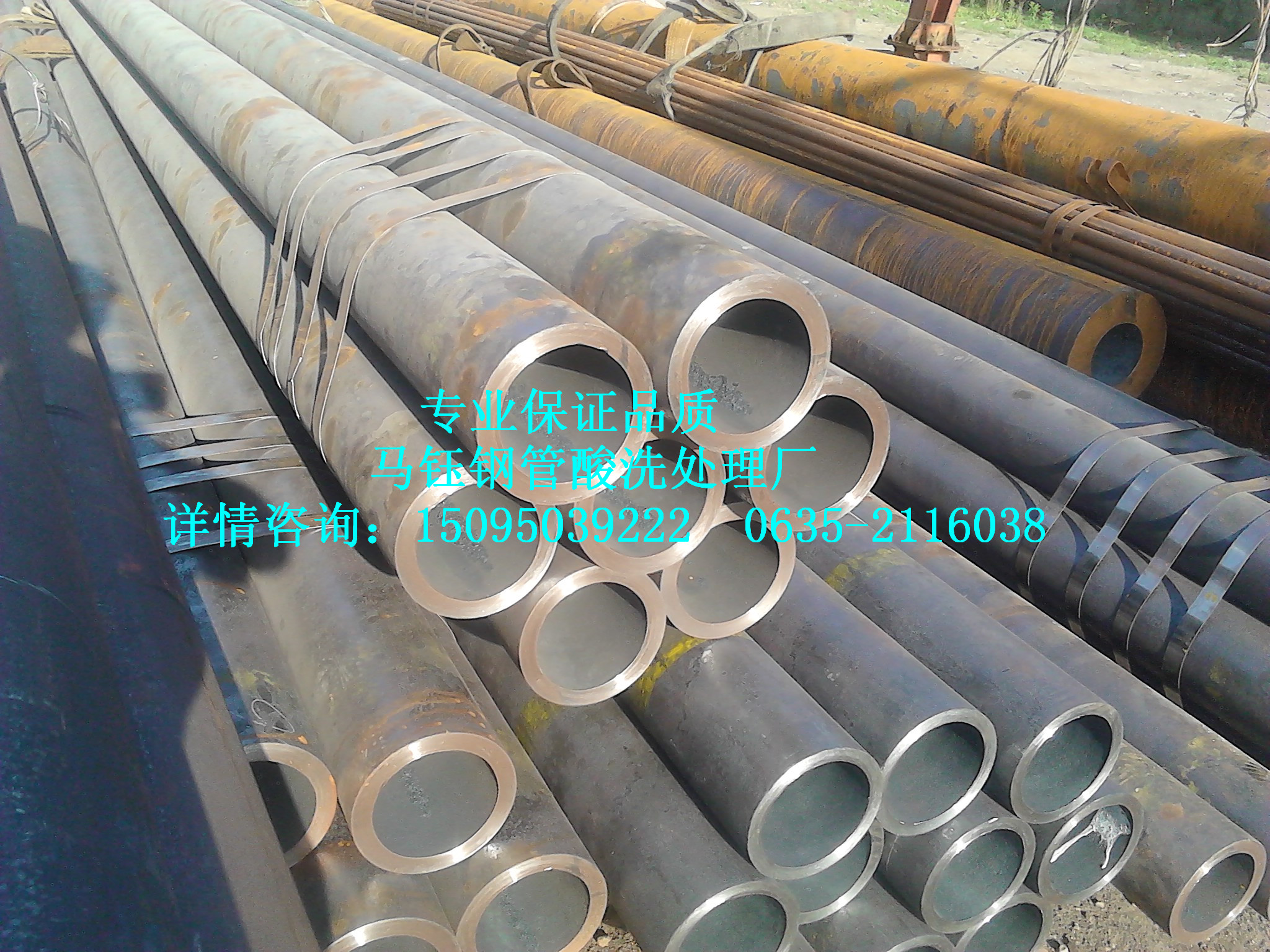
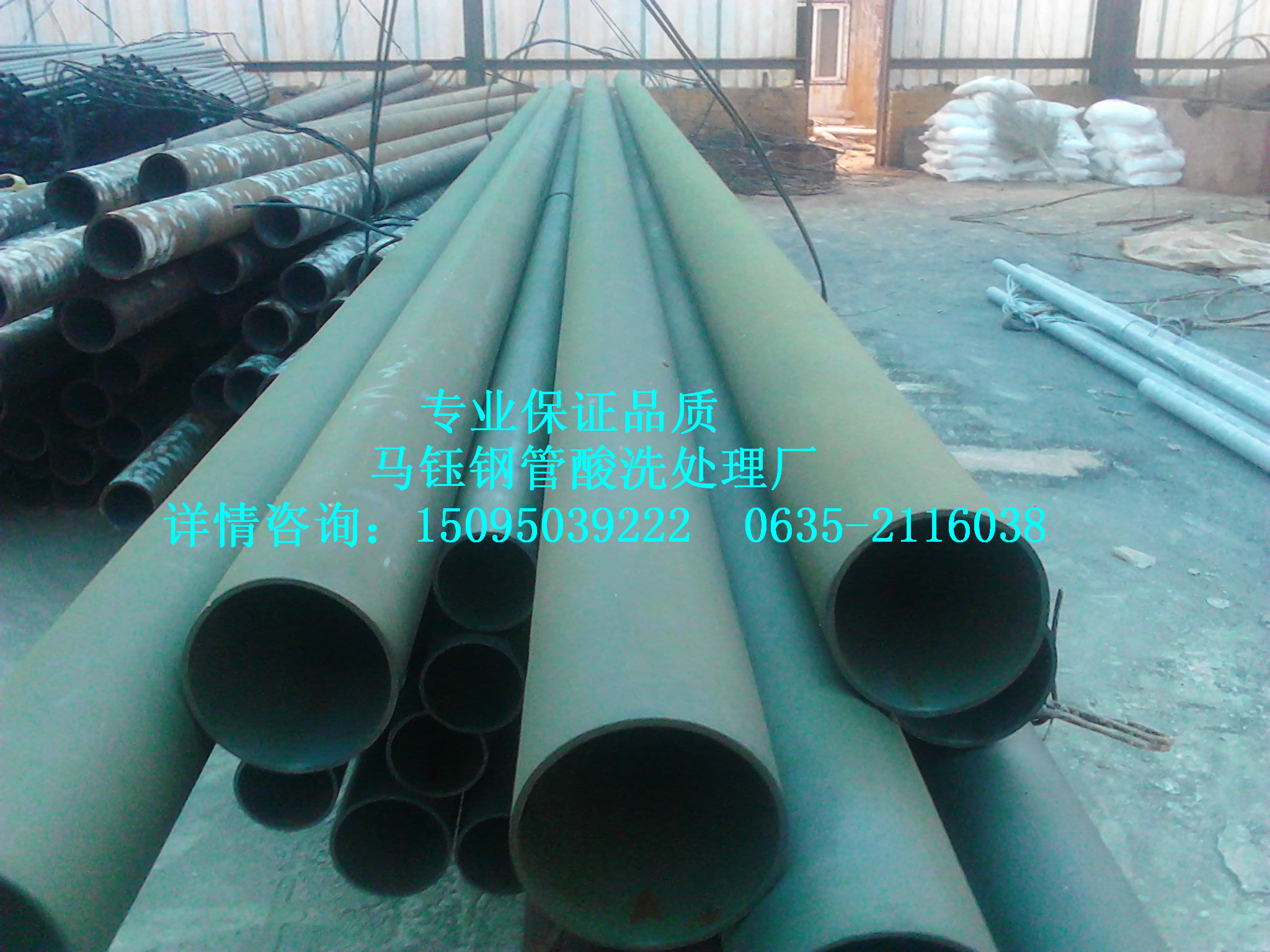
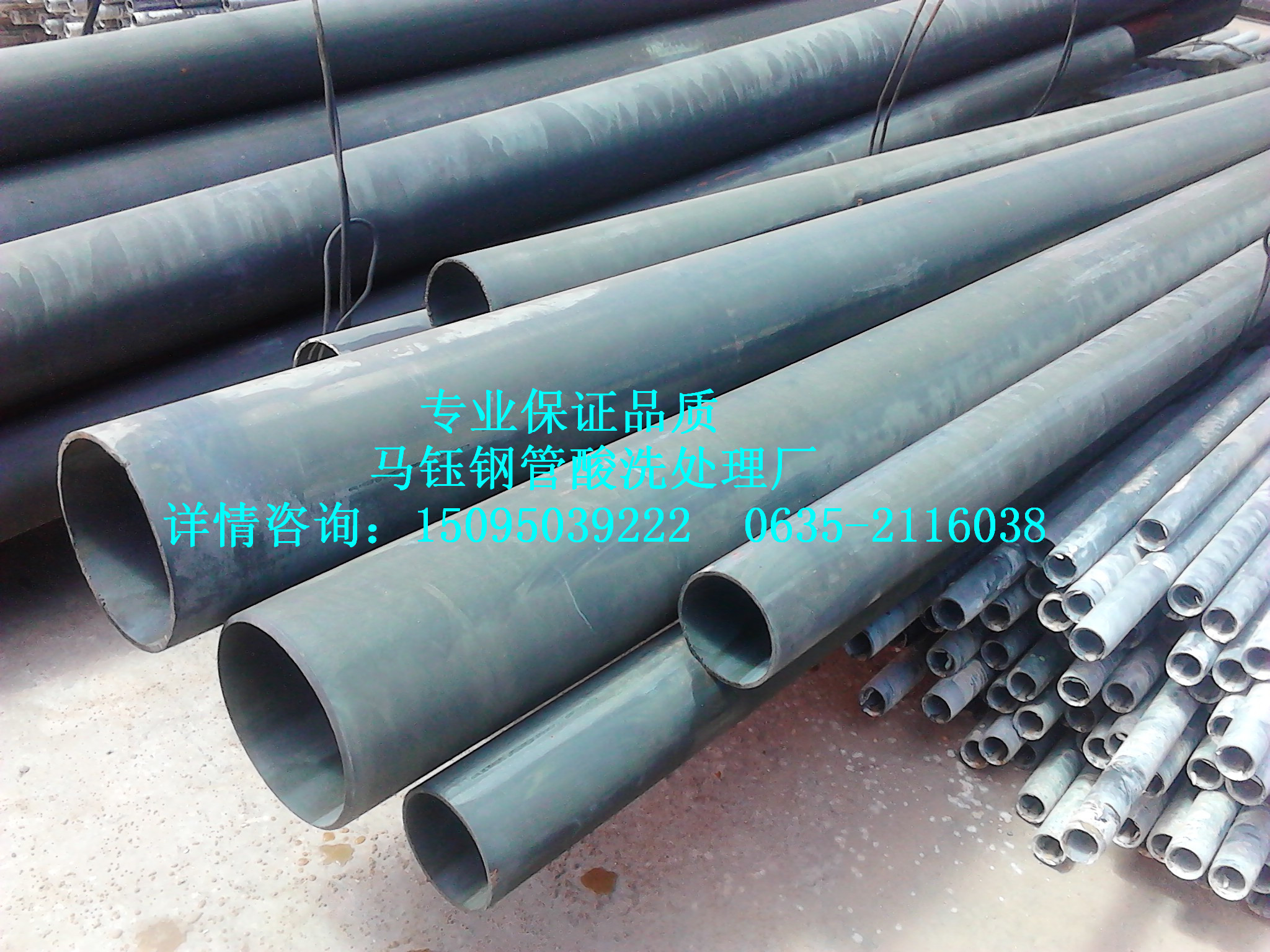
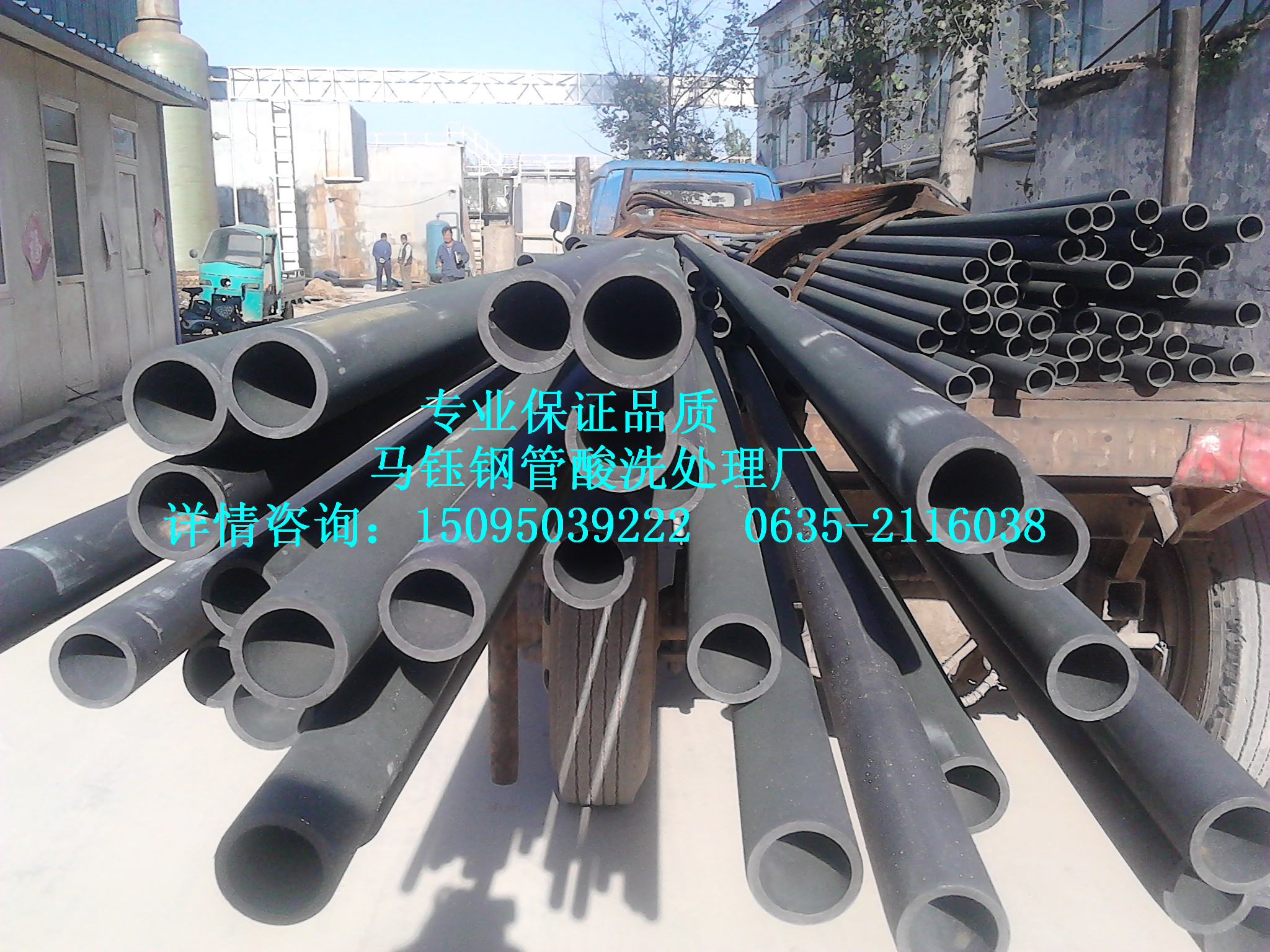
鹿泉制冷用酸洗钝化无缝管出厂价咨询热线15095039222马经理 酸洗磷化无缝钢管:汇鑫源管业有限公司可对钢管定尺加工、3PE防腐钢管加工,钢管酸洗、钢管退火、钢管镀锌、钢管喷漆、钢管打捆。。。。。。 酸洗磷化无缝钢管方法: 脱脂---水洗---酸洗----水洗---封闭剂 一般无缝钢管(碳钢)的酸洗方法有2种,如下: 1.硫酸:稀释至20%左右的浓度,加热到60—65度,一般洗20-30分钟; 2.盐酸:同样稀释至20%左右的浓度,直接室温酸洗,一般洗20-30分钟,酸洗后的钢管要进行防锈处理的,钝化是其中的一种,要看钝化的质量如何,还有封闭剂的选用也很重要的。酸洗后(以去除氧化皮为准),要立即用水冲洗,立即中和处理,防锈的话,还要进行钝化处理。磷化技术 磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。磷化的目的主要是:给基体金属提供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用。磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝、锌)件也可应用磷化。
汇鑫源常年加工处理各种无缝钢管的除油、除锈、钝化、磷化处理。可与静电、烤漆、喷粉、涂漆等涂装工艺配套。 2 主要特点固体包装,储运方便,在同一槽即可完成除油、除锈、磷化、钝化全过程,工艺简单、操作方便、不需加热,节约能源,稳定性好,连续使用,不需经常排放,污染甚少,不含NaNO2、NaNO3、NaF及Cr6+等有害物质,磷化膜致密连续、均匀,各项指标达国标,处理综合成本低。 3 主要技术指标 1 外观 透明液体 2 配制浓度(%) 50 3 总酸度(点) 480~570 4 处理温度(℃) 常温 5 处理时间(min) 5~25 6 磷化方式 浸渍、涂刷 4工艺流程 去除严重油污 除油、除锈 、磷化、钝化、干燥、水洗、钝化、清洗 5 配制与维护 5.1 配制方法:本品系工作液,将槽体清洁干净后直接将本品倒入即可使用。 5.2 按期打捞槽底沉渣、液面油污或翻槽。 5.3 当处理效果明显下降时,应补充磷化剂使指标在规定范围内。 5.4 最好使处理的工件与液体作相对运动。 5.5 磷化膜彻底干燥以前,应禁止手摸、雨淋或沾水。 5.6 处理槽最好用玻璃钢、不锈钢、聚氯乙烯板等耐酸材料制作。 注意事项装卸时轻拿轻放,防止破损飞溅到眼睛里,配制或使用过程中应配戴防护用品(如耐酸橡胶手套,工作服),如接触皮肤或眼睛立即用水冲洗。
主要执行标准有:10#、20#、35#、45#、20G、GB5310-95、St45.8-Ⅲ、GB8162-2008、GB8163-1999、GB3087-1999、 GB9948-88、GB6479-86、GB8312-85、16Mn、27simn、15crmo、35crmo、cr5mo、40cr、10crmo910、12cr1mov、12crmov、A335P22、DZ40、DZ50、N80、15mnv、A335p91、30crmnsi等。
不锈钢无缝管,中国材质有:0Crl8Ni9、1Crl8Ni9Ti、00Crl7Nil4M02、0Crl7Ni12M02、00Crl9Ni1O、0Crl8Nil2M02Ti、0Cr25Ni20、OOCrl9Nil3M03等;美国材质:301、 302、 304、 304L 、304H、 305、316 、316L 、316Ti 、317、 317L、 310S 、321、 321H、 347H。 高压锅炉用不锈钢无缝钢管GB5310-95、高压化肥、电厂设备用不锈钢无缝管GB6479—2000、锅炉、热交换器用不锈钢无缝管GBl3296-9l、流体用不锈钢无缝钢管GB/Tl4976-02、结构用不锈钢无缝钢管GB/T14975-02、ASTM、A269、A312、A2l3或其它技术协议;同时还有进口,国产高压合金管,材质为:A335P11、P91、P92、15CrMoG、12Cr1MoVG、1Cr5Mo、 Cr5Mo、Cr9Mo、0Cr9Mo、 15CrMo、35CrMo、12Cr1MoV、10CrMo910、A335P91、1Cr2Mo、15MnV、 37Mn5、10Cr9Mo1VNb 、15NiCuMoNb5、12Cr2MoWVTiB、WB36、SA106B、ST45.8-III等.
山东汇鑫源管业有限公司竭诚与社会各界朋友合作与新老客户携手共进,共铸双赢。