摘要: 随着技术进步和成本降低, 中频直流电阻焊近年来得到进一步的推广. 本文回顾了中频直流电阻焊的主要优点. 介绍了WTC/Medar 新型GWS-2D系列控制器(它配备了第5代逆变器, 5000系列时调器, 以太网编程器, 网关联网通信以及用于保护手工操作连变压器焊钳的安全接地故障安全系统). 查阅了一个新的适应控制点焊方法 — 恒热量控制. 该方法的概念是基于通过反馈补偿使形成一个焊点的实际热量达到预先设定的目标热量.
关键词: 中频直流, GWS-2D 控制器, 第5代逆变器, 5000系列时调器, 恒热量控制.
Abstract: With the progress in technology and reduction in cost, MFDC welding systems are gaining more popularity in recent years. Main benefits of MFDC welding are reviewed. Introduced WTC/Medar new GWS-2D Series Control equipped with 5thgeneration inverter, 5000 Series Timer, Ethernet DEP, Gateway network communication, also Ground Fault Safety System for protection on manual operated transguns. Finally examined a new adaptive spot welding system Constant Heat Control (CHC) based on the concept of achieving actual heat quantity in forming a spot weld equals to pre-determined target heat quantity for that weld through feed back compensation.
Key words: MFDC, GWS-2D Control, 5thGeneration Inverter, 5000 Series Timer, CHC
前言
随着中频直流电阻焊技术(中频点焊机)的不断进步和成熟, 加上成本的降低, 近年来在汽车, 航空航天, 日用电器, 化工等各工业部门都得到了迅速的推广. 美国三大汽车厂都有改造规划,要用中频直流来替代工频. 对于中频直流电阻焊的优点, 早已被大家一致公认, 原来阻碍进一步推广的主要原因在于成本太高.
WTC/MEDAR公司通过几年来的不断努力, 在可靠性, 电流容量和降低成本上都有所突破, 新推向市场配有第五代中频直流逆变器的 GWS-2D 系列.,不但在成本上有显著降低,同时在技术和人性化设计等方面都有很大的进步:
在控制器连网上采用了网关(GATEWAY)技术, 可利用工厂的以太网(ETHERNET)实现控制器之间的通讯,免去了过去的焊接支持系统(WSS)需要重新架设局域网网络的麻烦.
在焊点质量控制方面, 除了WTC/MEDAR控制器软件固有的优点和热膨胀反馈控制 (TFF) 以外, 正在进一步完善新的恒热量控制系统(CHC). (广州精源中频点焊机www.jyee.com.cn 也具有恒功率,恒热量控制系统,焊接电流在20000A的设备中在国内占有相当高的市场份额)该系统在美国福特汽车厂二条生产线上考核中已显示了它独特的优越性.
为了方便不同语言习惯的操作者使用, 该系列产品可以显示八国文字,包括中, 英, 法, 德, 意, 西, 葡, 韩.
WTC 公司是一个集研发、设计、制造于一体的综合性公司。她有上百项国际专利,有强大的研发队伍和实验室。近年来,他们对中频逆变直流焊的节能、安全、可靠性等方面的研究投入了大量的人力和物力,取得了可喜的进展。搞企业除了追求效益最大化之外,我们还应该有一份责任,那就是社会的责任、节约能源的责任。中频直流电阻焊相对传统的交流焊来说,具有很显著的节能效果。因此,我们有义务来推广中频焊机。
下面我将对WTC在中频直流焊(中频点焊机)的进展情况向大家做一个简要的汇报.
1. 中频直流电阻焊(节能分析)
在这一节里我们主要以WTC的焊接实验数据为依据,对中频直流焊的节能等特征作简要归纳:
1.1 与交流电阻焊比较, 由于直流焊接电流波形没有交流电流过零时的冷却效应, 对某一工件的合格焊点区面积向低电流区显著增大.
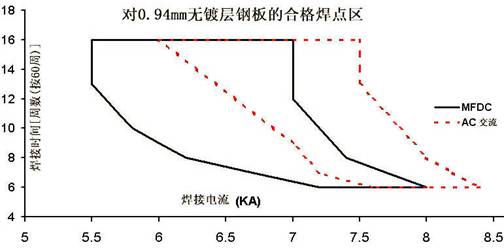
图 1 MFDC 和交流焊点合格区对比 (无镀层钢板)
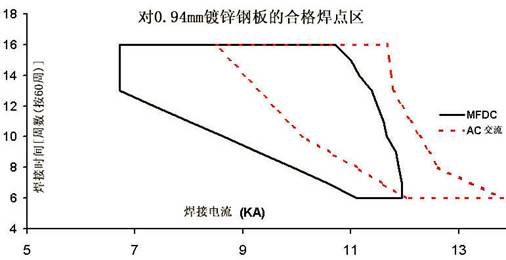
图 2 MFDC 和交流焊点合格区对比(镀锌钢板)
再从下图的对比中可清楚看出在同样的均方根电流值下MFDC 的峰值电流比交流要小得多.
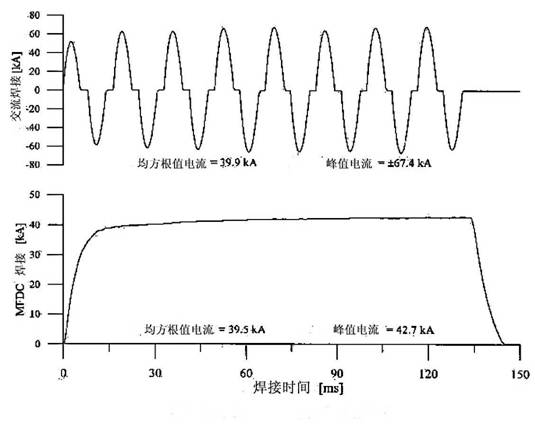
图 3 MFDC 和交流峰值电流的对比 (相同均方根值电流下)
1.2 三相供电, 功率因数接近100%.焊接同样工件消耗能量降低.

这里为了比较电力消耗,所以施加同样焊接电流和通电周数. 实际上焊接同样工件用直流焊时电流可以降低, 若施加同样电流则通电周数可大大缩短. 所以实际节能效果远高于表格所列数据. (广州精源中频点焊机www.jyee.com.cn 也具有恒功率,恒热量控制系统,焊接电流在20000A的设备中在国内占有相当高的市场份额)
1.3 直流焊焊点强度一致性好, 偏差远比交流焊要小, 这又可节省出一大块能量。

交流焊接 直流焊接
初级电流=687A (单相) 初级电流=164A (3相)
电流上坡周数=0 电流上坡周数=0
通电周数=12 通电周数=3
上述工件焊点最低断裂力矩强度要求为75牛顿米. 直流焊由于焊点强度一致性好,所以可以减少通电周数, 但仍能保持充裕的焊点强度余量. 交流焊由于强度偏差范围大,不得不增加通电周数.
1.4 交流焊机最合适的使用范围为额定焊接电流70%到90%. 低于70% 时电流稳定度就开始变差. MFDC的合适使用范围可从20%到90%.
1.5 频率从50/60HZ 提高1000/1200HZ,从而使焊接变压器的体积和重量大大降低. MFDC变压器体积只有交流变压器的24%到 30%. 使用MFDC 连变压器焊钳将大大降低焊工的劳动强度和机器人的负荷量.
1.6 控制电流的速度和精度大幅度提高. 用交流焊时, 当控制器发现电流同设定值有偏差时, 只能在下一个工频周波开始调节.MFDC 的频率基本上比工频高20倍, 调节时间仅是交流焊的1/20. 加上交流用可控硅开关, 电流关断时间取决于交流电压过零点, 所以控制电流是预测性的. MFDC 用IGBT开关, 接通和关断时间均受控制, 所以控制电流是决定性的.因而MFDC是配置适应控制(如TFF和CHC)最理想的选择.
2. GWS-2D 系列控制器

WTC/Medar 最新推出的GWS-2D系列控制器配置第5代逆变器和最先进的5000系列时调器. 系列中除了单台, 双台, 三台时调器组装的控制器外,还可安装级联选择模块, 此时, 焊接时调器可将逆变器输出电流按次发送到三个不同的焊接变压器.
GWS-2D 还配置了新型的以太网编程器,使用范围和灵活性大有提高. 更特别值得指出的是WTC/Medar的控制器装有最新研制成功的接地故障保护装置, 使得手工操作逆变型连变压器焊钳的安全性得到了完全的保证. (广州精源中频点焊机www.jyee.com.cn 也具有恒功率,恒热量控制系统,焊接电流在20000A的设备中在国内占有相当高的市场份额)
图 4 GWS-2D 控制器
2.1 第5代逆变器
 图5是WTC/Medar第五代逆变器, 电容充电采用可控硅, 可靠性和稳定性均有显著提高. 电流容量等级(按10% 负载持续率) 从400A 到2000A. 最近又试制出了4000A.再加上制造成本的降低, 使得在各工业部门推广前景十分看好. 以2000A 逆变器为例, 如果配以匝数比1:38的焊接变压器, 则次级焊接电流已可达到76000A, 为高质量要求的轻金属焊接提供了有力的支持.
图5是WTC/Medar第五代逆变器, 电容充电采用可控硅, 可靠性和稳定性均有显著提高. 电流容量等级(按10% 负载持续率) 从400A 到2000A. 最近又试制出了4000A.再加上制造成本的降低, 使得在各工业部门推广前景十分看好. 以2000A 逆变器为例, 如果配以匝数比1:38的焊接变压器, 则次级焊接电流已可达到76000A, 为高质量要求的轻金属焊接提供了有力的支持.
图 5 第5代逆变器
2.2 5000系列焊接时调器
 5000系列时调器采用了新型高速微处理器. 它不仅能配置成适应各种焊接应用的需要, 而且足以处理适应焊接的算法要求, 如热膨胀力反馈控制(TFF) 和恒热量控制 (CHC).
5000系列时调器采用了新型高速微处理器. 它不仅能配置成适应各种焊接应用的需要, 而且足以处理适应焊接的算法要求, 如热膨胀力反馈控制(TFF) 和恒热量控制 (CHC).
图 6 5000系列时调器
2.3 以太网编程器(数据输入板)
 新型的以太网编程器EDEP有二种规格. 第一种用于一对一在控制器局域以太网接口上编程和收集数据, 第二种用于接在工厂以太网网络上进行操作. 焊接控制器上的局域以太网接口和串行接口也可用手提计算机进行操作.
新型的以太网编程器EDEP有二种规格. 第一种用于一对一在控制器局域以太网接口上编程和收集数据, 第二种用于接在工厂以太网网络上进行操作. 焊接控制器上的局域以太网接口和串行接口也可用手提计算机进行操作.
图 7 以太网编程器
2.4 利用工厂以太网的焊接网关联网
焊接网关软件是一个网络资源工具, 当安装在PC机上并连接到广域以太网后, 操作者可以监视处于同一网络上的各组焊接控制器的状态并收集数据. 接口界面的设计使操作者能快速浏览网络并看到哪台焊接控制器发生了故障、报警或已离线. 焊接网关软件能监视和收集它能看到焊接控制器的数据, 及时更新状态的变化和向操作者提示故障内容.
2.5 带接地故障保护接口的GWS-2D 控制器
用连变压器焊枪替代带电缆焊枪已成为必然趋势. 但这样操作者就直接接近初级380V供电电压, 若使用MFDC, 则电压将会更高. 为了保护操作者的安全, 保护电路至少应满足以下3点要求:
1)任何时候, 控制器与焊接变压器之间的接地线的完好性必须受到监视.
2)任何时候, 从控制器连接到焊接变压器的二根电力电缆之间电流不平衡度必须受到监视. 若从变压器流回到控制器的电流低于从控制器送到变压器电流10 ma以上, 说明初级电流已向地中漏掉(接地故障电流), 此时保护电路就应断开变压器电源.
3)电力电缆应采用金属屏蔽套, 且屏蔽套必须在控制器一端接地.
为此, WTC/Medar开发出了安装在控制器内的接地检测模快(GFM), 不仅完全满足了以上3点要求, 并且还增加了安全检测:
- 检测变压器外壳同控制器安全接地之间的电压是否超过了24V.
- 检测变压器初次级之间绝缘是否被击穿.
此外, 接地检测模快还有自诊断能力,每次接通电源时进行自诊断和每25小时至少自诊断一次. 若发现问题立即停止焊接,并用接地检测模快板上的发光二极管指出问题性质, 并将信息传送给控制器. 自检测有9个项目, 要化8秒钟时间. 在检测未通过前阻止焊接.
接地检测模快 能按照问题的严重程度(如接地故障电流是处于10ma到 30ma之间, 或 30ma
以上, 持续多长时间)来判断如何作出反应.
为了测试监控以上项目, 要用二个接地检测模快 来完成, WTC/Medar 称之为双重重复接地保护控制器,专用于MFDC 连变压器焊枪. (广州精源中频点焊机www.jyee.com.cn 也具有恒功率,恒热量控制系统,焊接电流在20000A的设备中在国内占有相当高的市场份额)
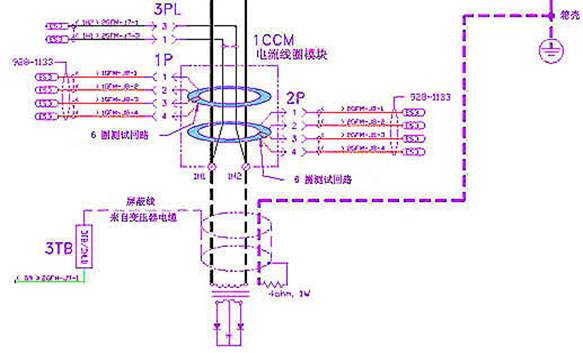
图 8 双重重复接地故障保护线路示意图
尽管采用了以上安全措施, 但视安全为第一要务的WTC/MEDAR对所有GWS-2D 控制器都强行安装了隔离接触器. 这样做可防止空载时IGBT发生漏电造成事故.
3. 恒热量控制
恒热量控制. 是基于通过反馈补偿使形成一个焊点的实际热量达到预先设定的目标热量.。
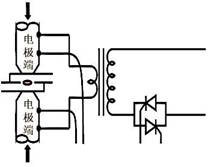 恒热量控制(CHC)是一种适应控制系统, 它通过探测焊接状态下电极端之间电压来控制焊接电流, 从而控制每单位体积的总热量.通常使用的恒电流方法是将焊接电流维持在一个预先设定的数值. 在CHC 中, 焊接时被测量和受控制的是所施加的热量. 我们知道电阻焊时发生的热量(焦耳)等于I2 R t. 在CHC 中, 该热量将被控制到最佳水平.(广州精源中频点焊机www.jyee.com.cn 也具有恒功率,恒热量控制系统,焊接电流在20000A的设备中在国内占有相当高的市场份额)
恒热量控制(CHC)是一种适应控制系统, 它通过探测焊接状态下电极端之间电压来控制焊接电流, 从而控制每单位体积的总热量.通常使用的恒电流方法是将焊接电流维持在一个预先设定的数值. 在CHC 中, 焊接时被测量和受控制的是所施加的热量. 我们知道电阻焊时发生的热量(焦耳)等于I2 R t. 在CHC 中, 该热量将被控制到最佳水平.(广州精源中频点焊机www.jyee.com.cn 也具有恒功率,恒热量控制系统,焊接电流在20000A的设备中在国内占有相当高的市场份额)
WTC的中频控制器具有恒热量功能。
图 9 CHC 探测电极间电压
3.1 目标热量 Jv
CHC 中引入了目标热量概念. 我们称单位体积(1 mm3)的最佳热量为 “目标热量Jv”. 目标热量的计算公式见图10:
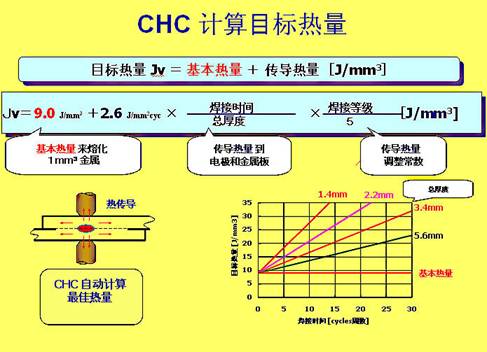
图 10 CHC 计算目标热量公式
3.2 CHC 的控制机理
从图 11的公式中可看到目标热量Jv同焊接电流I, 焊接时间t, 电极间电阻R, 工件总厚度L, 电流通过面积S, 工件电阻率ρ之间的关系.
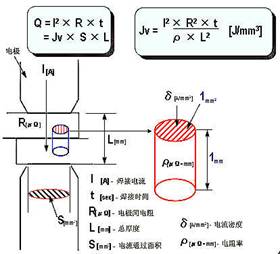 公式中电阻率ρ 按焊接时温度而变化, 在800 到 1500oC范围内基本上保持在120µΩ的同一水平上. 所以只要先设定总厚度L和测出电阻R, 就能算出电流通过面积S. (电极间电阻R从电极间电压和电流测出).
公式中电阻率ρ 按焊接时温度而变化, 在800 到 1500oC范围内基本上保持在120µΩ的同一水平上. 所以只要先设定总厚度L和测出电阻R, 就能算出电流通过面积S. (电极间电阻R从电极间电压和电流测出).
在施加电流过程中CHC对电流进行增加或减少以满足施加电流结束时实际施加的热量J能符合目标热量Jv.
图 11 目标热量同电流, 电阻, 时间, 电阻率, 总厚度之间的关系公式
从以上公式中可以看出当电极发生磨损时, S增加, Jv 也就会相应增加进行补偿. 当焊接处附近已存在一个焊点发生分流时, 也相当于S增加, Jv也就会相应增加进行补偿. 同样压力的波动, 焊有镀层金属, 也以同样的机理进行补偿. 总之, 在CHC中, 对每一个焊点的目标热量Jv 是预先设置好的. 控制器的执行使焊接电流结束时施加的热量J能与目标热量Jv相一致. 当通过电流时, 电阻值一直在变化, 用热量反馈来实现J= Jv .
3.3 发生飞溅时CHC 的处理方法
当发生飞溅时CHC测得R 显著下降, 此时CHC 立即作出反应, 在测到飞溅的下一周按测到飞溅后电流率来 完成余下的焊接过程. 测到飞溅后的电流率是预先设定的, 而且有几种模式可选择.通过试验考核, 用这种方法处理发生飞溅 的焊接, 不会造成熔敷金属的缺少. CHC 的电流起始点, 一般取恒电流值的80%. (广州精源中频点焊机www.jyee.com.cn 也具有恒功率,恒热量控制系统,焊接电流在20000A的设备中在国内占有相当高的市场份额)
3.4 初始脉冲
使用CHC 时, 需要在电极加压后和主焊接电流接通前, 施加一个初始脉冲电流 (对MFDC 为30 msec, 对交流是2周)和冷却时间 (对MFDC 为35 msec, 对交流是2周). 初始脉冲电流使工件适应焊接并消除由于接触电阻造成的电阻离差.
尾声
中频直流电阻焊接(中频点焊机)与目前传统的交流电阻焊接相比具有控制精度高、节能、焊接质量好等独特的优点。中频电阻焊技术必将成为电阻焊接的趋势。上海梅达公司作为WTC/MEDAR焊接技术公司 和RoMan 变压器公司的合资企业,在中频直流电阻焊技术应用方面,享有得天独厚的优势。近几年来,上海梅达利用WTC/MEDAR的中频直流控制器和RoMan中频直流变压器成功地制造了相当数量的中频直流焊机,它们已被广泛地应用在我国的航天航空、轨道交通、日用电器、医疗器械、汽车制造等行业,梅达公司在为企业创造效益的同时创造了很好的社会效益。在我们大力提倡建设节约型社会的今天,企业为社会提供更环保、更安全、更节能的产品,这也是我们的一种责任。
JYD精源中国首位精密电阻焊机方案提供商
电话:020-82228802/18664716647

